การเจียรทรงกระบอกภายนอกถือเป็นหัวใจสำคัญของการผลิตชิ้นส่วนที่มีความแม่นยำในชิ้นส่วนที่มีลักษณะสมมาตรแบบหมุนได้ ตั้งแต่เพลาเกียร์ในอุตสาหกรรมยานยนต์ไปจนถึงใบพัดเทอร์ไบน์ในอากาศยาน โดยสามารถควบคุมค่าความคลาดเคลื่อนในระดับไมครอนย่อย (±1μm) และให้ผิวเรียบละเอียดสูง (Ra <0.05μm) ประสิทธิภาพของกระบวนการที่สำคัญนี้ขึ้นอยู่กับคุณลักษณะในการทำงานของล้อเจียรโดยตรง Zhengzhou Ruizuan ผู้นำด้านเทคโนโลยีวัสดุขัด เสนอพอร์ตโฟลิโอผลิตภัณฑ์แบบครบวงจรที่ออกแบบมาเพื่อตอบสนองความต้องการในการกลึงวัสดุที่หลากหลายและข้อกำหนดด้านความแม่นยำ ได้แก่ ล้อเจียรภายนอกโพลีคริสตัลไลน์ไดมอนด์ (PCD), ล้อเจียรภายนอกคิวบิกโบโรนไนไตรด์ (CBN), และล้อเจียรภายนอกชนิดวัสดุขัดทั่วไป เอกสารทางเทคนิคนี้จะอธิบายรายละเอียดด้านวิทยาศาสตร์วัสดุ พารามิเตอร์ประสิทธิภาพ การประยุกต์ใช้งานเป้าหมาย และความเข้ากันได้ของแต่ละผลิตภัณฑ์ เพื่อช่วยให้วิศวกรการผลิตสามารถปรับปรุงประสิทธิภาพการผลิต ความแม่นยำ และต้นทุนได้อย่างเหมาะสม
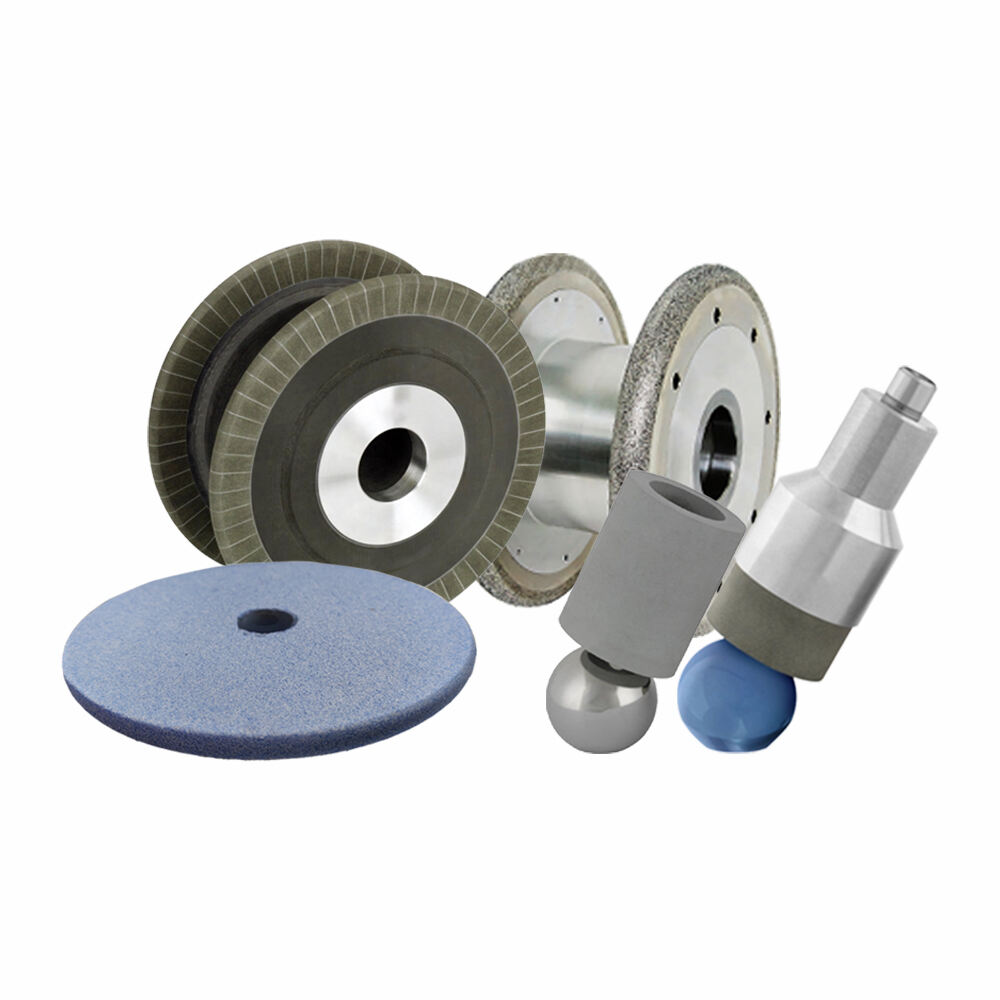
พอร์ตโฟลิโอของ Ruizuan สำหรับล้อเจียรภายนอก: ออกแบบอย่างแม่นยำเพื่อ การใช้งานกลึงเฉพาะ สถานการณ์
แต่ละรูปแบบของล้อถูกปรับแต่งอย่างแม่นยำเพื่อใช้คุณสมบัติโดยธรรมชาติของตัวกลางขัดอย่างเต็มศักยภาพ ทำให้มั่นการความเข้ากันอย่างสมดุลกับวัสดุชิ้นงาน ข้อจำกัดด้านความร้อน และเป้าหมายความแม่นยำทางมิติ
1. ล้อเจียรเพชร: จุดสูงสุดสำหรับการกลึงวัสดุที่ไม่เป็นเหล็กและวัสดุซูเปอร์ฮาร์ด
เพชร ซึ่งมีความแข็งวิคเคอร์สอยู่ที่ 5,000 HV ซึ่งเป็นค่าสูงที่สุดในหมู่วัสดุขัดธรรมชาติ เป็นเครื่องมือที่จำเป็นสำหรับการกลึงวัสดุที่ต้านทานต่อวัสดุขัดทั่วทั่ว เช่น CBN เพชรไม่เกิดปฏิกิริยาทางเคมีกับโลหะผสมที่มีพื้นฐานจากเหล็ก ทำให้มันเหนือกว่าในงานที่ไม่ใช่เหล็ก และมีประสิทธิภาพสูงกว่าวัสดุขัดแบบดั้งเดิมในด้านความมั่นยำของมิติและอายการใช้งาน
ตัวเลือกแมตริกซ์พันที่ขั้นสูง
•เรซินบอนด์ : ช่วยให้พลังงานการขัดเจียรต่อหน่วยต่ำ (SGE) และความเสียหายจากความร้อนน้อยที่สุด เหมาะอย่างยิ่งสำหรับวัสดุที่ไวต่อความร้อน เช่น โลหะผสมไทเทเนียมและคอมโพสิต
•พันธุ์วิตริฟายด์ : ให้ความสามารถในการคงรูปได้ดีเยี่ยม (เบี่ยงเบนของโปรไฟล์ ≤0.002 มม.) และทนต่อการสึกหรอสูง ออกแบบมาเพื่อการกัดรูปร่างอย่างแม่นยำและการใช้งานที่ต้องการความคลาดเคลื่อนแคบ
•เมทัลโบนด์ (แบบอิเล็กโทรเพลท/บราซ) : ออกแบบมาเพื่อการขจัดวัสดุจำนวนมาก (อัตราการขจัดวัสดุสูงสุดถึง 30 ลบ.ซม./นาที) และการกลึงวัสดุซูเปอร์ฮาร์ดอย่างรุนแรง
วัสดุเป้าหมายและการประยุกต์ใช้งานที่สำคัญ
•โลหะผสมที่ไม่ใช่เหล็ก :อลูมิเนียม (6061-T6), ไทเทเนียม (Ti-6Al-4V), ทองแดง (C11000) และคอมโพสิตของพวกมัน ใช้งานในร่องแหวนลูกสูบรถยนต์ เพลาโรเตอร์ไทเทเนียมในอากาศยาน และเปลือกอุปกรณ์อิเล็กทรอนิกส์ความแม่นยำสูง
• วัสดุซูเปอร์ฮาร์ด :ทังสเตนคาร์ไบด์ (WC-Co 8%), เซรามิกส์อลูมินา-ไซเรเนีย (Al₂O₃-ZrO₂), และชิ้นงานหยาบ PCD/PCBN ใช้ในการกลึงเม็ดตัดคาร์ไบด์ เม็ดเหล็กชีวภาพทางการแพทย์ และชัคเวเฟอร์เซมิคอนดักเตอร์ (ความเรียบ ≤2μm)
• คอมโพสิตเสริมใย :พอลิเมอร์ที่เสริมแรงด้วยเส้นใยคาร์บอน (CFRP) และพอลิเมอร์ที่เสริมแรงด้วยเส้นใยแก้ว (GFRP) ซึ่งมีความสำคัญสำหรับแผงโครงสร้างในอุตสาหการการบินและอวกาศ โดยลดการลอกชั้น (≤50μm) และการดึงใยออกระหว่างการเจียรความเร็วสูง

2. ล้อเจียรผิวนอกระบบ CBN: ทางเลือกสุดท้ายสำหรับโลหะเหล็กที่ผ่านการเหนียวขึ้น (Hardened Ferrous Metals)
ไนไตรด์โบรอนแบบลูกบาศก์ (CBN)—ที่สังเคราะห์ผ่านกระบวนการความดันสูงและอุณหภูมิสูง (HPHT)—ปรากฏเป็นวัสดุขัดที่เหมาะสมที่สุดสำหรับโลหะเหล็กที่ผ่านการเหนียวขึ้น (≥50 HRC) ข้อได้เปรียบหลักประกอบดังนี้: ความเฉื่อยทางเคมีต่อเหล็ก (ป้องกันการสึกหรอของวัสดุขัดจากการแพร่), ความมั่นคงทางความร้อนที่ยอดเยี่ยม (สามารถทำงานที่อุณหภูมิสูงถึง 1,300°C), และความเหนียวต่อการแตกร้าดีกว่าเพชร
ปัจจัยที่ทำให้เกิดความแตกต่างด้านสมรรถนะ
•ความต้านทานการสึกหรอที่ยอดเยี่ยม : ให้สมรรถนะดีกว่าล้อที่อิงบนอลูมินามากกว่า 50–100 เท่าในการตัดแต่ยังคงต่อเนื่องของเหล็กโลหะผสมที่มีความแข็ง 60 HRC ลดต้นทุนการเจียรต่อชิ้นงานลง 40% และลดการเปลี่ยนเครื่องมือลง 80%
•การรักษาความแม่นยำของมิติ : ระบบผูกมัดเซรามิกและโลหะรักษาความแม่นยำด้านมิติ (±0.5 ไมครอน) ตลอดการผลิตที่ต่อเนื่อง (≥10,000 ชิ้น) เหมาะอย่างยิ่งสำหรับโปรไฟล์ซับซ้อน เช่น ฟันเฟืองแบบอินวอลูท และสล็อตฟันเฟือง
วัสดุเป้าหมายและการประยุกต์ใช้งานที่สำคัญ
•เหล็กกล้าที่ผ่านการอบแข็ง : เหล็กกล้าผสม (20CrMnTi, 58–65 HRC), เหล็กกล้าเครื่องมือ (D2, H13), และเหล็กกล้าแบริ่ง (GCr15) ใช้ในการเจียรเกียร์ส่งกำลังรถยนต์ (ค่าความคลาดเคลื่อนโปรไฟล์ ±5 ไมครอน), ร่องวิ่งแบริ่ง (ความกลม ≤2 ไมครอน), และเครื่องมือตัดแบบ HSS
•ซูเปอร์แอลลอย : อินโคเนล 718, ฮาสเทลลอย X, และโลหะผสมไทเทเนียมชนิดเหล็ก เป็นสิ่งจำเป็นสำหรับการกลึงใบพัดกังหันอากาศยาน (ค่าความคลาดเคลื่อนโปรไฟล์ใบพัด ±8 ไมครอน) และชิ้นส่วนห้องเผาไหม้เครื่องยนต์
•เหล็กหล่อ : เหล็กหล่อเหนียวแบบอบอุณหภูมิ (ADI) และเหล็กหล่อเทา (HT300) เหมาะสำหรับการผลิตชิ้นส่วนจำนวนมาก เช่น บล็อกเครื่องยนต์ เพลาข้อเหวี่ยง และโครงเครื่องจักรหนัก (ความหยาบผิว Ra ≤0.1 ไมครอน)

3. ล้อเจียรแบบเปลือยภายนอก: มีต้นทุนเหมาะสมสำหรับงานกลึงเหล็กทั่วไป
สำหรับโลหะเหล็กที่ไม่ผ่านกระบวนการทำแข็งและการใช้งานที่มีความต้องการความแม่นยำต่ำกว่า ล้อขัดทั่วทั่วของ Ruizuan ที่สูตรด้วยอลูมิเนียมออกไซด์ (Al₂O₃) หรือคาร์ไบด์ซิลิคอน (SiC) ให้สมรรถนะที่เชื่อถือได้ในต้นทุนรวมของการเป็นเจ้าของ (TCO) ที่แข่งขันได้
ข้อมูลจำเพาะทางเทคนิคหลัก
•ความหลากหลายของเม็ดขัด :
อลูมิเนียมออกไซด์ (Al₂O₃): ถูกปรับให้เหมาะสมกับเหล็กกล้าอ่อนและเหล็กหล่อ (การกลึงที่เป็นชิ้นหยาบ ความเสียดสีต่ำ)
คาร์ไบด์ซิลิคอน (SiC): เหมาะสำหรับโลหะที่ไม่เป็นเหล็กและวัสดุเปราะ (ความแข็งสูง ขอบตัดที่คม)
•คุ้มค่าทางเศรษฐกิจ : ออกแบบสำหรับการผลิตปริมาณต่ำ การทำต้นแบบ หรือการเจียรทั่วทั่ว โดดเด่นด้วยการบำรุงรักษาง่ายและการเปลี่ยนชิ้นส่วนอย่างรวดเร็ว (เวลาเปลี่ยนชุดงาน ≤5 นาที)
วัสดุเป้าหมายและการใช้งาน
•เหล็กกล้าอ่อน (≤30 HRC) : เพลาเหล็กคาร์บอน 45# ชิ้นส่วนโครงสร้าง และชิ้นส่วนตัดจากเหล็กคาร์บอนต่ำ
•เหล็กหล่อ (≤45 HRC) : เครื่องยึนเหล็กหล่อสีเทา ที่อยู่ปั๊ม และชิ้นส่วนโลหะตกแต่ง (พื้นผิวเรียบ Ra ≤0.8μm)
•โลหะที่ไม่ใช่เหล็กความแม่นยำต่ำ : โปรไฟล์อลูมิเนียมอัดขึ้นรูป, ท่อทองแดง และชิ้นส่วนหล่อตายด้วยสังกะสี (ค่าความคลาดเคลื่อนของเส้นผ่านศูนย์กลาง ±0.05 มม.)
ข้อเสนอคุณค่าหลัก
สร้างสมดุลที่เหมาะสมระหว่างประสิทธิภาพและต้นทุนสำหรับชิ้นส่วนที่ไม่ใช่ส่วนสำคัญ โดยเป็นวัสดุพื้นฐานที่พบได้ทั่วไปในโรงงานผลิตทั่วไปและร้านงานจ้าง

ความเข้ากันได้ของกระบวนการ: การจัดแนวล้อเจียรให้สอดคล้องกับวิธีการกลึง
ล้อเจียรภายนอกของ Ruizuan ได้รับการออกแบบอย่างแม่นยำเพื่อทำงานร่วมกันอย่างไร้รอยต่อกับกระบวนการกลึงหลักสามประการ แต่ละกระบวนการถูกออกแบบมาโดยเฉพาะให้เหมาะกับรูปร่างของชิ้นส่วน ปริมาณการผลิต และข้อกำหนดด้านความแม่นยำ
1. การเจียรทรงกระบอกภายนอก
•กลศาสตร์กระบวนการ : ล้อเจียรและชิ้นงานหมุนด้วยความเร็วที่ซิงโครไนซ์กัน (ความเร็วผิวสูงสุดถึง 80 ม./วินาที) โดยล้อจะป้อนตัวแบบรัศมีเพื่อขจัดวัสดุออกเป็นขั้นตอนอย่างควบคุมได้
•ความเข้ากันได้ของล้อ : ล้อเพชร/ล้อ CBN สำหรับชิ้นส่วนความแม่นยำสูง; ล้อขัดชนิดทั่วไปสำหรับชิ้นส่วนทั่วไป
•เมทริกการทํางาน : บรรลุค่าความกลม ≤3μm ความทรงกระบอก ≤5μm และพื้นผิวเรียบ Ra 0.08μm บนร่องแบริ่ง GCr15; เหมาะสำหรับเพลา แบริ่ง และเฟืองทรงกระบอก
2. การเจียรภายนอกแบบไม่มีศูนย์กลาง
•กลศาสตร์กระบวนการ : ชิ้นงานได้รับการรองรับโดยใบพักความแม่นยำ (มุม 30–45°) ที่ตั้งอยู่ระหว่างล้อเจียรและล้อปรับความเร็ว ทำให้สามารถผลิตอัตโนมัติจำนวนมากได้ (สูงสุด 500 ชิ้นต่อชั่วโมง)
•ความเข้ากันได้ของล้อ : ล้อ CBN แบบ vitrified สำหรับลูกกลิ้งเหล็กกล้าแข็ง; ล้อเพชรแบบเรซินสำหรับหมุดและสลักเซรามิก
•เมทริกการทํางาน : ประมวลผลลูกกลิ้งแบริ่ง สลักด้าย และก้านวาล์วรถยนต์ โดยมีค่าความคลาดเคลื่อนเส้นผ่านศูนย์กลาง ±0.002mm และพื้นผิวเรียบ Ra ≤0.05μm
3. การเจียรภายนอกแบบรูปทรง
•กลศาสตร์กระบวนการ : ล้อเจียรถูกแต่งรูปให้ตรงกับรูปทรงซับซ้อนของชิ้นส่วน (เช่น ฟันเฟือง สปลีน หรือโคนใบพัดกังหัน) ทำให้สามารถขึ้นรูปเรขาคณิตที่ซับซ้อนได้ในขั้นตอนเดียว
•ความเข้ากันได้ของล้อ : ล้อ CBN แบบ vitrified สำหรับรูปเฟือง (แบบอินวอลูทหรือไซโคลอิด); ล้อเพชรแบบโลหะสำหรับโพรงแม่พิมพ์คาร์ไบด์ (พื้นผิวเรียบ Ra ≤0.02μm)
•เมทริกการทํางาน : รักษาระดับความแม่นยำ ±5 ไมครอน บนฟันเฟือง 20CrMnTi และ ±8 ไมครอน บนรากใบพัดกังหัน ช่วยลดขั้นตอนการตกแต่งเพิ่มเติม
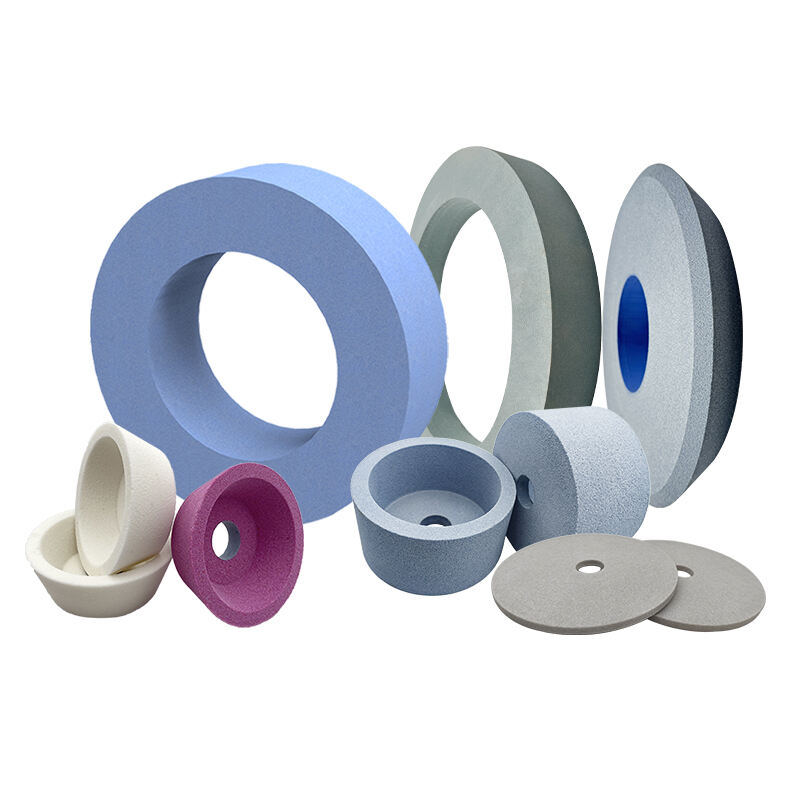
นิยามใหม่ของความแม่นยำ: โซลูชันการเจียร์ภายนอกจาก Ruizuan
ตั้งแต่เฟืองเหล็กกล้าแข็ง ไปจนถึงอุปกรณ์ฝังทางชีวภาพเซรามิก และเพลาเหล็กอ่อน พอร์ตโฟลิโอหินเจียร์ภายนอกจาก Ruizuan มอบประสิทธิภาพที่เหนือกว่า ความแม่นยำระดับไมครอน และประสิทธิภาพด้านต้นทุนที่ออกแบบมาเพื่อตอบสนองความต้องการของการผลิตในยุคปัจจุบัน เรานำนวัตกรรมด้านวิทยาศาสตร์วัสดุและการปรับกระบวนการทำงานอย่างต่อเนื่อง เพื่อให้มั่นใจว่าหินเจียร์ทุกก้อนได้รับการออกแบบมาเพื่อแก้ไขปัญหาเฉพาะด้านของการใช้งานของคุณ—ช่วยให้คุณก้าวนำหน้าในตลาดโลกที่มีการแข่งขันสูง





 ข่าวเด่น
ข่าวเด่น