El rectificado cilíndrico externo constituye la pieza clave de la fabricación de precisión para componentes con simetría rotacional—desde ejes de transmisión automotriz hasta álabes de turbinas aeroespaciales—logrando tolerancias inferiores al micrón (±1μm) y acabados superficiales extremadamente finos (Ra <0,05μm). La eficacia de este proceso crítico depende inherentemente de las características de rendimiento de la piedra de rectificar. Zhengzhou Ruizuan, líder en tecnología abrasiva, presenta un portafolio de productos completamente integrado, diseñado para satisfacer diversas exigencias de maquinabilidad de materiales y precisión: piedras de rectificar externas de diamante policristalino (PCD), piedras de rectificar externas de nitruro cúbico de boro (CBN) y piedras de rectificar externas abrasivas convencionales. Este análisis técnico detalla la ciencia de materiales, parámetros de rendimiento, aplicaciones objetivo y compatibilidad de procesos de cada producto, permitiendo a los ingenieros de fabricación optimizar la productividad, precisión y eficiencia de costos.
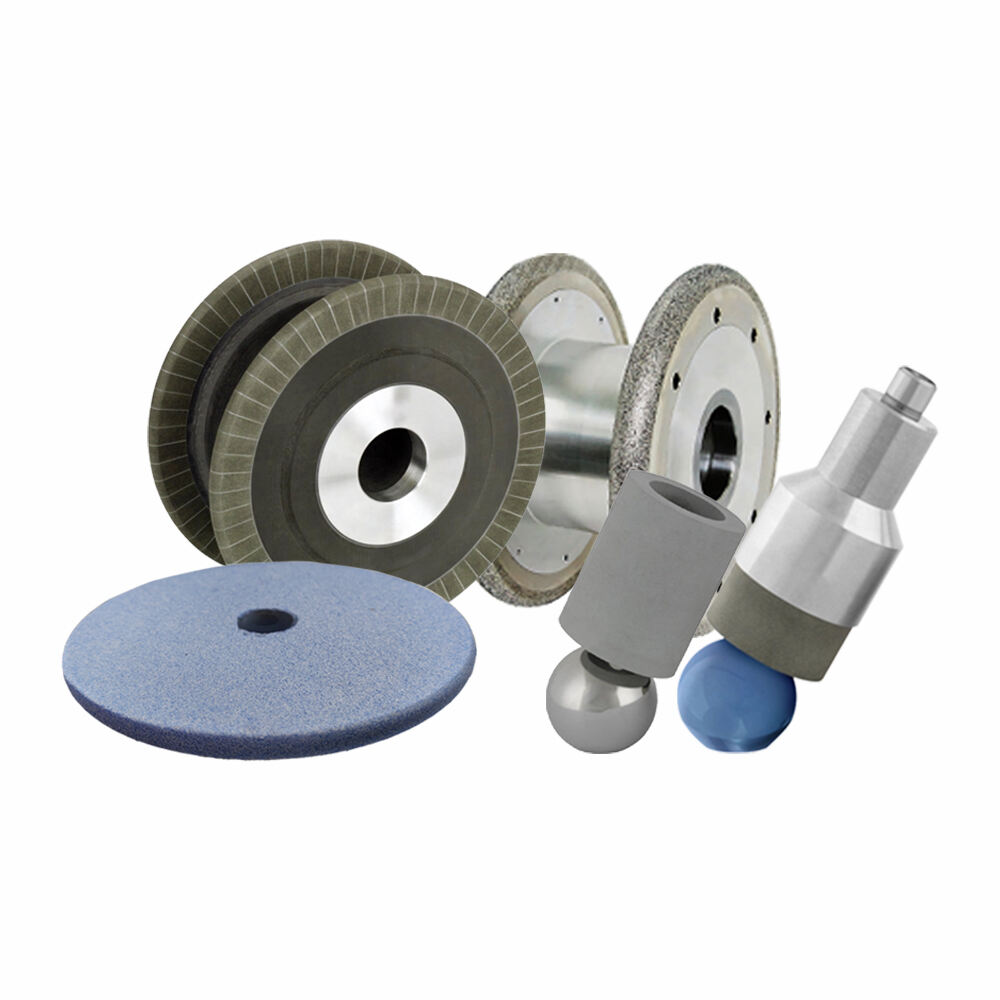
Cartera de Muelas de Rectificado Externo de Ruizuan: Diseñada minuciosamente para Escenarios Específicos de Maquinado ngineered for Targeted Mac hinado de Escenarios
Cada configuración de muela está precisamente adaptada para aprovechar las propiedades intrínsecas de su medio abrasivo, garantizando compatibilidad sinérgica con los materiales de la pieza de trabajo, las limitaciones térmicas y los objetivos de precisión dimensional.
1. Muelas de Rectificado Externo de Diamante: La Cumbre en el Maquinado de Materiales No Ferrosos y Súper Duros
El diamante—con una dureza Vickers excepcional de 5.000 HV, la más alta entre los abrasivos naturales—se establece como una herramienta indispensable para el maquinado de materiales resistentes a abrasivos convencionales. A diferencia del CBN, el diamante no presenta reactividad química con aleaciones basadas en hierro, lo que lo hace superior para aplicaciones no ferrosas y supera a los abrasivos tradicionales en términos de estabilidad dimensional y vida útil.
Opciones Avanzadas de Matriz de Aglutinante
•Vinculación de Resina : Facilita una baja energía específica de molienda (SGE) y daños térmicos mínimos, ideal para materiales sensibles al calor como las aleaciones de titanio y los materiales compuestos.
•Vítreo : Ofrece una excepcional retención de forma (desviación del perfil ≤0,002 mm) y alta resistencia al desgaste, optimizado para aplicaciones de perfilado de precisión y tolerancias estrechas.
•Metal Bond (Electrodepositado/Brazeado) : Diseñado para la eliminación de grandes cantidades de material (tasas de remoción de hasta 30 cm³/min) y mecanizado agresivo de sustratos superduros.
Materiales Objetivo y Aplicaciones Críticas
•Aleaciones no ferrosas :Aluminio (6061-T6), titanio (Ti-6Al-4V), cobre (C11000) y sus compuestos. Utilizados en ranuras de anillos pistón automotrices, ejes rotores de titanio aeroespaciales y carcasas electrónicas de alta precisión.
• Materiales Superduros :Carburo de tungsteno (WC-Co 8%), cerámicas de alúmina-zirconia (Al₂O₃-ZrO₂) y blanques de herramientas PCD/PCBN. Utilizados para mecanizar insertos intercambiables de carburo, implantes biocerámicos y pinzas para obleas semiconductores (planicidad ≤2 μm).
• Compuestos Reforzados con Fibra :Polímero reforzado con fibra de carbono (CFRP) y polímero reforzado con fibra de vidrio (GFRP). Fundamental para paneles estructurales aeroespaciales, minimizando la delaminación (≤50 μm) y la extracción de fibras durante el rectificado a alta velocidad.

2. Muelas de rectificado externo CBN: La opción definitiva para metales ferrosos endurecidos
El nitruro cúbico de boro (CBN), sintetizado mediante procesos de alta presión y alta temperatura (HPHT), surge como el abrasivo óptimo para metales ferrosos endurecidos (≥50 HRC). Sus principales ventajas incluyen inercia química frente al hierro (eliminando el desgaste abrasivo por difusión), estabilidad térmica excepcional (temperaturas de operación hasta 1.300 °C) y mayor tenacidad a la fractura en comparación con el diamante.
Diferenciadores de rendimiento
•Resistencia excepcional al desgaste : Supera a las muelas basadas en alúmina en un factor de 50 a 100 veces en el mecanizado continuo de acero aleado de 60 HRC, reduciendo los costes de rectificado por pieza en un 40 % y los cambios de herramienta en un 80 %.
•Mantenimiento de la precisión dimensional : Los sistemas vitrificados y de unión metálica mantienen la precisión dimensional (±0,5 μm) durante largas series de producción (≥10.000 piezas), ideales para perfiles complejos como dientes de engranaje en evolución y estrías.
Materiales Objetivo y Aplicaciones Críticas
•Aceros templados : Acero aleado (20CrMnTi, 58–65 HRC), acero para herramientas (D2, H13) y acero para rodamientos (GCr15). Empleados en el rectificado de engranajes automotrices de transmisión (tolerancia de perfil ±5 μm), pistas de rodamientos (redondez ≤2 μm) y herramientas de corte de acero HSS.
•Superaloy : Inconel 718, Hastelloy X y aleaciones ferrosas de titanio. Esenciales para el mecanizado de álabes de turbinas aeroespaciales (tolerancia de perfil de álabe ±8 μm) y componentes de cámaras de combustión de motores.
•Fundiciones : Hierro fundido dúctil austenado (ADI) e hierro fundido gris (HT300). Adecuados para la producción en alta cantidad de bloques de motor, cigüeñales y carcasas de maquinaria pesada (rugosidad superficial Ra ≤0,1 μm).

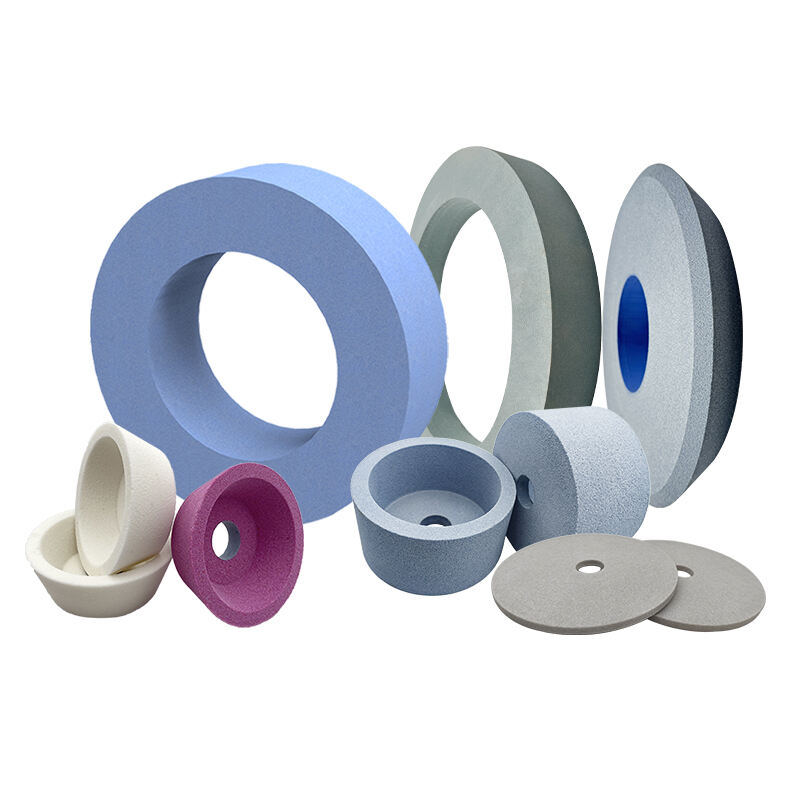
3. Muelas abrasivas convencionales para rectificado externo: Optimizadas en costo para mecanizado general de ferrosos
Para metales ferrosos no endurecidos y aplicaciones con requisitos de precisión menos exigentes, las ruedas abrasivas convencionales de Ruizuan—formuladas con óxido de aluminio (Al₂O₃) o carburo de silicio (SiC)—ofrecen un rendimiento confiable a un costo total de propiedad (TCO) competitivo.
Especificaciones Técnicas Principales
•Versatilidad Abrasiva :
Óxido de aluminio (Al₂O₃): Optimizado para acero suave y hierro fundido (mecanizado dúctil, baja friabilidad).
Carburo de silicio (SiC): Ideal para metales no ferrosos y materiales frágiles (alta dureza, filos de corte afilados).
•Eficiencia-Coste : Diseñado para producción de bajo volumen, prototipado o rectificado de uso general, con mantenimiento sencillo y reemplazo rápido (tiempo de cambio ≤5 minutos).
Materiales y Aplicaciones Objetivo
•Acero Suave (≤30 HRC) : Árboles de acero al carbono 45#, componentes estructurales y piezas estampadas de acero bajo en carbono.
•Hierro Fundido (≤45 HRC) : Soportes de motor de hierro gris, carcasas de bombas y componentes metálicos decorativos (acabado superficial Ra ≤0.8μm).
•Metales No Ferrosos de Baja Precisión : Perfiles de extrusión de aluminio, tubos de cobre y piezas de fundición a presión de zinc (tolerancia de diámetro ±0,05 mm).
Proposición Clave de Valor
Logra un equilibrio óptimo entre rendimiento y costo para componentes no críticos, siendo un elemento básico en talleres de fabricación general y talleres por encargo.

Compatibilidad de Procesos: Alineación de Muelas con Métodos de Mecanizado
Las muelas externas de Ruizuan están diseñadas con precisión para integrarse perfectamente con tres procesos principales de mecanizado, cada uno adaptado a la geometría del componente, volumen de producción y requisitos de precisión.
1. Rectificado cilíndrico externo
•Mecánica del proceso : La muela y la pieza giran a velocidades sincronizadas (velocidades superficiales de hasta 80 m/s), con avance radial de la muela para eliminar material en incrementos controlados.
•Compatibilidad de Muelas : Muelas de diamante/CBN para componentes de alta precisión; muelas abrasivas convencionales para piezas de uso general.
•Métricas de rendimiento : Logra redondez ≤3μm, cilindricidad ≤5μm y acabado superficial Ra 0.08μm en pistas de rodamientos GCr15; ideal para ejes, cojinetes y engranajes cilíndricos.
2. Rectificado externo sin centros
•Mecánica del proceso : La pieza de trabajo es soportada por una cuchilla de apoyo de precisión (ángulo 30–45°) entre la muela de rectificado y la muela reguladora, permitiendo producción automatizada de alto volumen (hasta 500 piezas por hora).
•Compatibilidad de Muelas : Muelas CBN vitrificadas para rodillos de acero endurecido; muelas de diamante en resina para pasadores cerámicos y pernos de centrado.
•Métricas de rendimiento : Procesa rodillos de rodamientos, pasadores de centrado y vástagos de válvulas automotrices con tolerancia de diámetro ±0.002mm y acabado superficial Ra ≤0.05μm.
3. Rectificado de formas externas
•Mecánica del proceso : La muela de rectificado se trape para replicar el perfil complejo del componente (por ejemplo, dientes de engranaje, estrías, raíces de álabes de turbina), posibilitando el mecanizado en un solo paso de geometrías intrincadas.
•Compatibilidad de Muelas : Muelas CBN vitrificadas para perfiles de engranajes (involuta o cicloidal); muelas de diamante en metal para cavidades de moldes de carburo (acabado superficial Ra ≤0.02μm).
•Métricas de rendimiento : Mantiene una tolerancia de perfil de ±5 μm en los dientes de engranaje de acero 20CrMnTi y de ±8 μm en las raíces de álabes de turbina, eliminando operaciones secundarias de acabado.
Precisión Redefinida: Soluciones de rectificado externo de Ruizuan
Desde engranajes de acero endurecido hasta implantes de biocerámica y ejes de acero suave, la cartera de muelas de rectificado externo de Ruizuan ofrece un rendimiento inigualable, precisión a nivel de micras y eficiencia de costos adaptados a las exigencias modernas de fabricación. Nuestro compromiso con la innovación en ciencia de materiales y la optimización de procesos garantiza que cada muela esté diseñada para abordar los desafíos únicos de su aplicación, permitiéndole mantenerse por delante en un mercado global competitivo.


 Noticias de actualidad
Noticias de actualidad