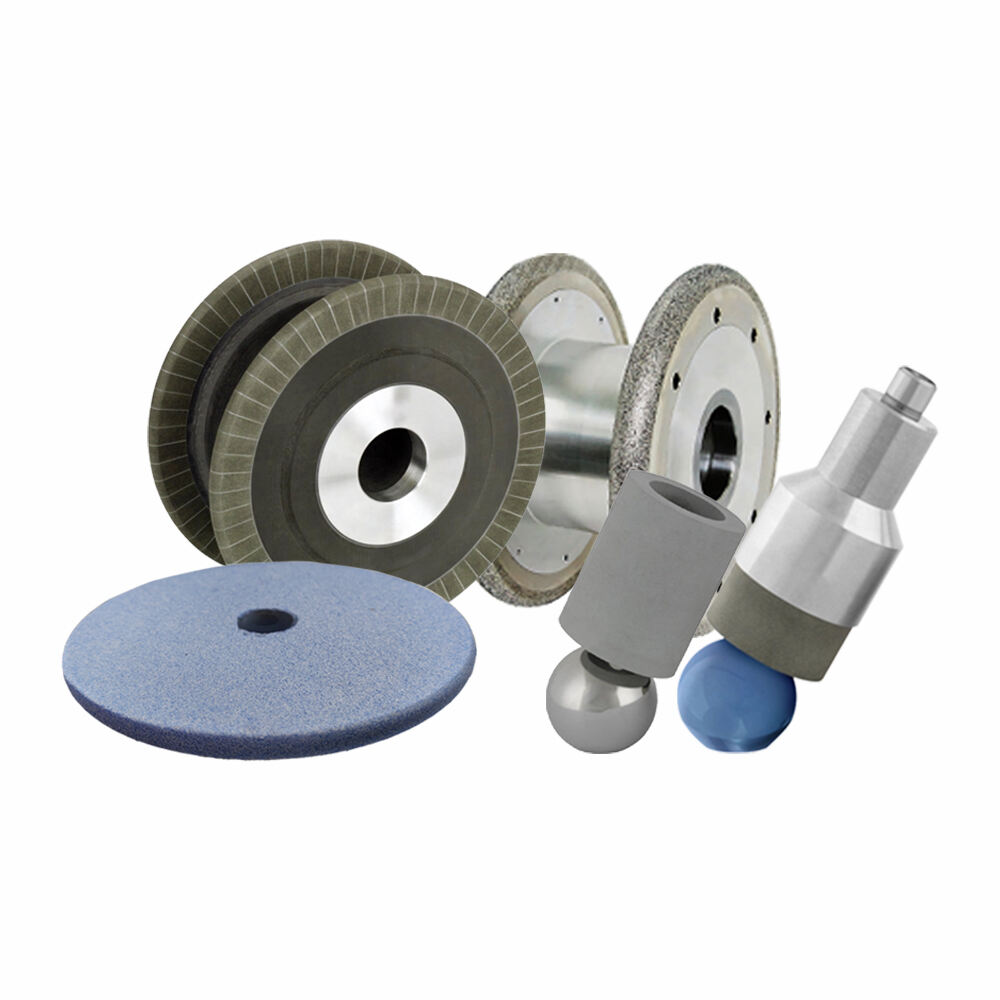
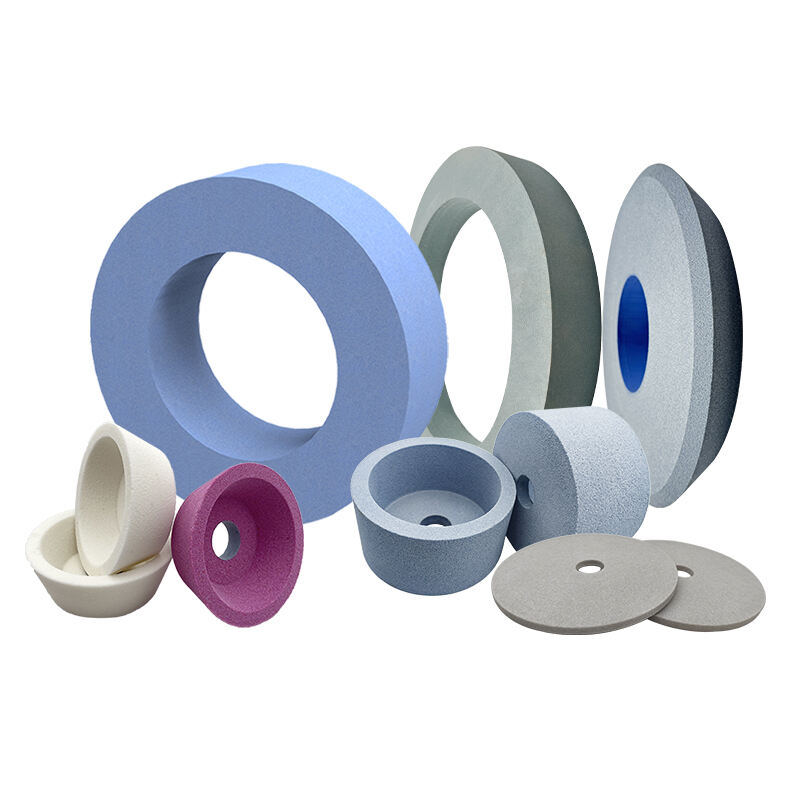
Obróbka zewnętrzna przez szlifowanie stanowi kluczowy element precyzyjnej produkcji komponentów o symetrii obrotowej – od wałów przekładni samochodowych po łopatki turbin lotniczych – zapewniając tolerancje submikronowe (±1 μm) oraz wysoce gładkie powierzchnie (Ra <0,05 μm). Skuteczność tego krytycznego procesu zależy w sposób zasadniczy od właściwości technologicznych tarcz szlifierskich. Zhengzhou Ruizuan, lider w dziedzinie technologii ściernych, oferuje kompletną gamę produktów zaprojektowanych pod kątem różnorodnych wymagań dotyczących obrabialności materiałów i precyzji: tarcze diamentowe PCD do szlifowania zewnętrznego, tarcze CBN do szlifowania zewnętrznego oraz tradycyjne tarcze ściernie do szlifowania zewnętrznego. Niniejszy artykuł techniczny omawia naukowe podstawy materiałowe, parametry wydajności, zakresy zastosowań oraz kompatybilność procesową każdej z ofert, umożliwiając inżynierom produkcyjnym optymalizację wydajności, dokładności i efektywności kosztowej.
Portfel zewnętrznych szlifierów Ruizuan: Starannie opracowany dla celowych scenariuszy obróbki opracowany dla celowych scenariuszy obróbki każda konfiguracja szlifiera jest precyzyjnie dopasowana do wykorzystania wewnętrznych właściwości jego środka ściernego, zapewniając synergiczną kompatybilność z materiałami obrabianymi, ograniczeniami termicznymi oraz celami dokładności wymiarowej.
Każda konfiguracja szlifiera jest precyzyjnie dopasowana do wykorzystania wewnętrznych właściwości jego środka ściernego, zapewniając synergiczną kompatybilność z materiałami obrabianymi, ograniczeniami termicznymi oraz celami dokładności wymiarowej.
1. Zewnętrzne szlifierze diamentowe: Najwyższy poziom dla obróbki materiałów nieżelaznych i nadtrudnych
Diament — charakteryzujący się wyjątkową twardością Vickersa wynoszącą 5000 HV, najwyższą spośród naturalnych środków ściernych — uznawany jest za niezbędne narzędzie do obróbki materiałów odpornych na tradycyjne środki ścierne. W przeciwieństwie do CBN, diament nie wykazuje reaktywności chemicznej z stopami żelaza, co czyni go lepszym w zastosowaniach nieżelaznych, a także przewyższa tradycyjne środki ścierne pod względem stabilności wymiarowej i trwałości.
Zaawansowane opcje matrycy spoiwa
•Wiązanie rezynowe : Umożliwia niską jednostkową energię szlifowania (SGE) i minimalne uszkodzenia termiczne, idealny dla materiałów wrażliwych na ciepło, takich jak stopy tytanu i kompozyty.
•Wiązanie witryfikowane : Zapewnia wyjątkową stabilność kształtu (odchylenie profilu ≤0,002 mm) oraz wysoką odporność na zużycie, zoptymalizowany do precyzyjnego profilowania i zastosowań wymagających ścisłych tolerancji.
•Metalowy spiek (galwaniczny/spawany) : Zaprojektowany do intensywnego obrabiania nadmiaru materiału (szybkość usuwania materiału do 30 cm³/min) i agresywnej obróbki nadtrudnych podłoży.
Materiały docelowe i kluczowe zastosowania
•Stopów nieżelaznych :Aluminium (6061-T6), tytan (Ti-6Al-4V), miedź (C11000) oraz ich kompozyty. Stosowane w pierścieniach tłokowych samochodowych, wałach wirników lotniczych z tytanu i precyzyjnych obudowach elektronicznych.
• Materiały nadtrudne :Węglik wolframu (WC-Co 8%), ceramika glinowo-cyrkonowa (Al₂O₃-ZrO₂) oraz półfabrykaty narzędzi PCD/PCBN. Wykorzystywane do obróbki płytek wymiennych z węglików spiekanych, implantów bioceramicznych oraz uchwytów do płytek półprzewodnikowych (płaskość ≤2 μm).
• Kompozyty zbrojone włóknem :Polimer zbrojony włóknem węglowym (CFRP) i polimer zbrojony włóknem szklanym (GFRP). Krytyczne dla paneli konstrukcyjnych w przemyśle lotniczym, minimalizujące odwarstwianie (≤50 μm) oraz wyciąganie włókien podczas szlifowania wysokoprędkościowego.

2. Koła szlifierskie CBN do szlifowania zewnętrznych: Ostateczny wybór dla hartowanych metali żelaznych
Sześcienny azotek boru (CBN) – uzyskiwany w procesie syntezy przy wysokim ciśnieniu i temperaturze (HPHT) – uznawany jest za optymalny materiał ścierny do hartowanych metali żelaznych (≥50 HRC). Jego główne zalety to obojętność chemiczna względem żelaza (eliminacja zużycia ściernego przez dyfuzję), wyjątkowa stabilność termiczna (temperatura pracy do 1300°C) oraz wyższa odporność na pękanie w porównaniu z diamentem.
Wskaźniki wydajności
•Wyjątkowa odporność na zużycie : Przewyższa koła oparte na tlenku glinu od 50 do 100 razy podczas ciągłego obrabiania stali stopowej 60 HRC, obniżając koszty szlifowania na sztukę o 40% oraz liczbę wymian narzędzi o 80%.
•Zachowanie dokładności wymiarów : Systemy spiekane i metaliczne utrzymują dokładność wymiarów (±0,5 μm) w trakcie długotrwałych serii produkcji (≥10 000 szt.), idealne dla złożonych profili takich jak zęby kół zębatych o profilu ewolwentowym i wpusty.
Materiały docelowe i kluczowe zastosowania
•Stale hartowane : Stal stopowa (20CrMnTi, 58–65 HRC), stal narzędziowa (D2, H13) oraz stal łożyszkowa (GCr15). Stosowane do szlifowania przekładni samochodowych (dokładność profilu ±5 μm), bieżni łożysków (okrągłość ≤2 μm) oraz narzędzi z hartowanej stali (HSS).
•Superstopu : Inconel 718, Hastelloy X oraz żelazne stopy tytanu. Niezbędne do obróbki łopatek turbin lotniczych (dokładność profilu skrzydła ±8 μm) oraz elementów komory spalania silników.
•Odlewy żelazne : Odlewnicze stal żelazna hartowana (ADI) i żeliwo szare (HT300). Nadają się do produkcji w dużych ilościach bloków cylindrów, wałów korbowych oraz korpusów ciężkiego sprzętu (chropowatość powierzchni Ra ≤0,1 μm).

3. Konwencjonalne ściernice do zewnętrznych szlifowań: Optymalne pod względem kosztów dla ogólnych obróbek żelaznych
Dla nieutwardzanych metali żelaznych i zastosowań o niewielkich wymaganiach dokładnościowych, tradycyjne szlifierki ściernicowe Ruizuan — zawierające tlenek glinu (Al₂O₃) lub węglik krzemu (SiC) — zapewniają niezawodną wydajność przy konkurencyjnym całkowitym koszcie posiadania (TCO).
Podstawowe dane techniczne
•Wszechstronność ścierniwa :
Tlenek glinu (Al₂O₃): zoptymalizowany pod kątem stali konstrukcyjnej i żeliwa (obróbka plastyczna, niska kruszywość).
Węglik krzemu (SiC): idealny dla metali nieżelaznych i materiałów kruchych (wysoka twardość, ostre krawędzie tnące).
•Efektywność kosztowa : Przeznaczone do produkcji małoseryjnej, prototypowania lub ogólnego szlifowania, charakteryzują się prostą konserwacją i szybką wymianą (czas przestojowy ≤5 minut).
Materiały docelowe i zastosowania
•Stal konstrukcyjna (≤30 HRC) : Wały ze stali węglowej 45#, elementy konstrukcyjne oraz tłoczone elementy ze stali niskowęglowej.
•Żeliwo szare (≤45 HRC) : Uchwyty silnika ze żeliwa szarego, obudowy pomp oraz dekoracyjne elementy metalowe (chropowatość powierzchni Ra ≤0,8μm).
•Metale nieżelazne o niskiej dokładności : Profile wytłaczane ze stopów aluminium, rury miedziane oraz części odlewane ze stopu cynku (dopuszczalne odchyłki średnicy ±0,05 mm).
Główna wartość oferowana
Stanowi optymalny kompromis między wydajnością a kosztem dla elementów niemających krytycznego znaczenia, stanowiąc podstawę wyposażenia warsztatów produkcyjnych i uniwersalnych.

Zgodność procesowa: dopasowanie szlifierki zewnętrznej do metod obróbki
Szlifierki zewnętrzne Ruizuan zostały zaprojektowane z wysoką precyzją, aby bezproblemowo integrować się z trzema podstawowymi procesami obróbki, dostosowanymi odpowiednio do geometrii elementów, wielkości produkcji oraz wymagań dokładności.
1. Szlifowanie zewnętrzne walcowe
•Mechanika procesów : Tarcza szlifierska i przedmiot obrabiany wirują ze zsynchronizowanymi prędkościami (prędkość powierzchniowa do 80 m/s), przy czym tarcza posuwa się promieniowo, skrawając materiał w kontrolowanych przygotach.
•Zgodność tarcz : Tarcze diamentowe/CBN do elementów wysokiej precyzji; tradycyjne tarcze ściernie do zastosowań ogólnych.
•Wskaźniki wydajności : Osiąga zaokrąglenie ≤3μm, cylindryczność ≤5μm oraz chropowatość powierzchni Ra 0,08μm na łożyskach GCr15; idealny dla wałów, łożysków i przekładni walcowych.
2. Bezosiowe szlifowanie zewnętrzne
•Mechanika procesów : Praca jest podpierana precyzyjnym nożem podpierającym (kąt 30–45°) pomiędzy szlifierką i kołem regulacyjnym, co umożliwia produkcję seryjną i automatyczną (do 500 sztuk na godzinę).
•Zgodność tarcz : Koła CBN szkliwane do hartowanych wałków ze stali; koła diamentowe żywiciowe do ceramicznych pinów i wkładek.
•Wskaźniki wydajności : Przetwarza rolki łożysków, pinowe wkładki i trzpienie zaworów samochodowych z dopuszczalnym odchyleniem średnicy ±0,002 mm oraz chropowatością powierzchni Ra ≤0,05μm.
3. Szlifowanie zewnętrzne kształtowe
•Mechanika procesów : Koło szlifierskie jest kształtowane, aby odtwarzać złożony profil komponentu (np. zęby przekładni, uzębienia, korzenie łopatek turbiny), umożliwiając jedno-przejściowe obrabianie skomplikowanych geometrycznych kształtów.
•Zgodność tarcz : Koła CBN szkliwane do profili przekładni (ewoluentowych lub cykloidalnych); koła diamentowe metalowe do wnęk form węglikowych (chropowatość powierzchni Ra ≤0,02μm).
•Wskaźniki wydajności : Zachowuje tolerancję profilu ±5 μm na zębach koła zębatego ze stali 20CrMnTi oraz ±8 μm na korzeniach łopatek turbiny, eliminując operacje wykańczania wtórnego.
Precyzja zrewidowana: rozwiązania Ruizuan do szlifowania zewnętrznego
Od kół zębatych ze stali hartowanej, przez implanty bioceramiczne po wały ze stali miękkiej, portfolio tarcz szlifierskich do szlifowania zewnętrznego firmy Ruizuan oferuje nieustępliwą wydajność, precyzję na poziomie mikronów oraz efektywność kosztową dostosowaną do współczesnych wymagań produkcji. Nasze zaangażowanie w innowacje materiałoznawcze i optymalizację procesów gwarantuje, że każda tarcza jest projektowana z myślą o pokonywaniu unikalnych wyzwań Twojej aplikacji — umożliwiając Ci utrzymanie przewagi na konkurencyjnym globalnym rynku.





 Gorące wiadomości
Gorące wiadomości