

Ekstern sliping er grunnsteinen i produksjonen av roterende symmetriske komponenter – fra bilaksler til luftfartsturbinblader – og gir stramme toleranser (±1 μm) og svært god overflatekvalitet (Ra <0,05 μm). Ytelsen til denne prosessen er avhengig av slipeskiven, og Zhengzhou Ruizuan tilbyr et omfattende utvalg skreddersydd for hvert materiale og presisjonskrav: diamantslipeskiver, CBN-slipeskiver og konvensjonelle slipeskiver med abrasive korn. Denne veiledningen gjør hver type enklere å forstå, med detaljert beskrivelse av tekniske egenskaper, målanvendelser og kompatible bearbeidingsmetoder for å hjelpe deg å oppnå optimal effektivitet.
Ruizuans portefølje av eksterne slipeskiver: Utviklet for spesifikke bearbeidingsutfordringer
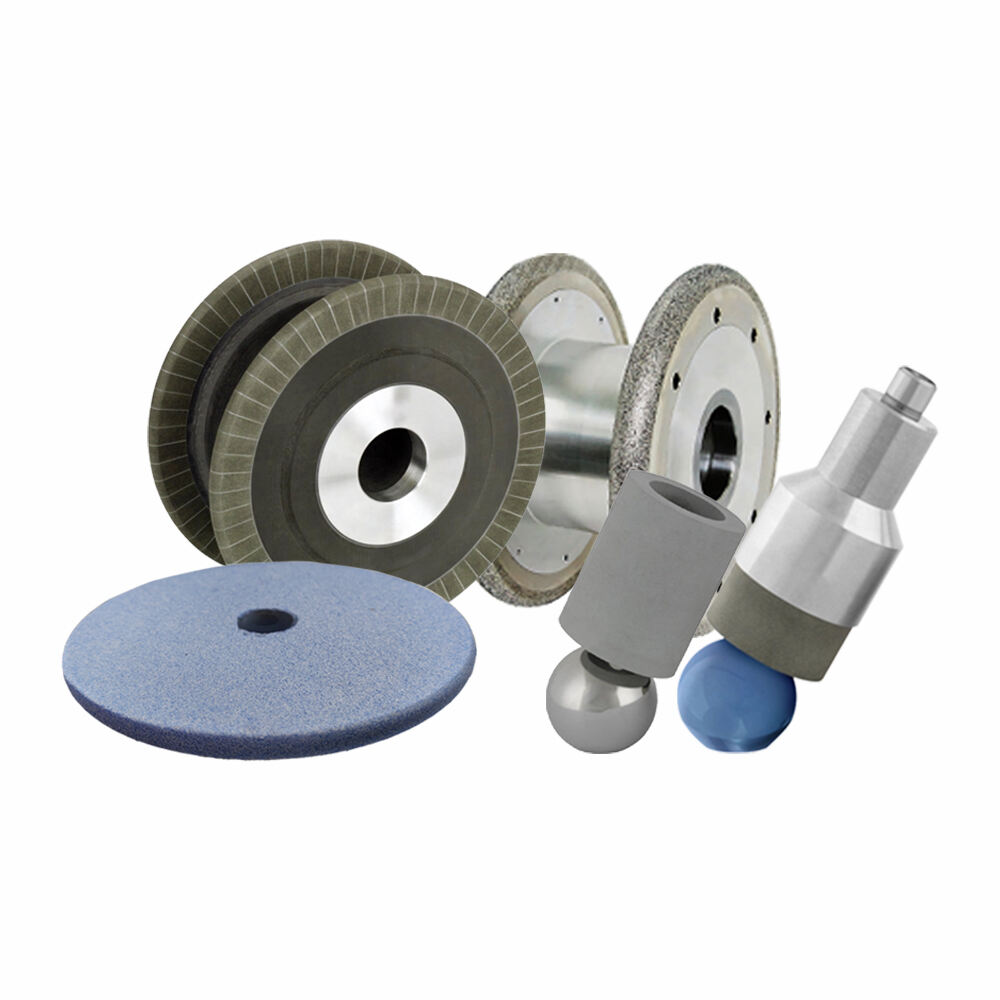
Hver skivetype er designet for å utnytte de unike egenskapene til sitt abrasive materiale, og sikrer dermed kompatibilitet med arbeidsstykkematerialer og bearbeidingsmål.
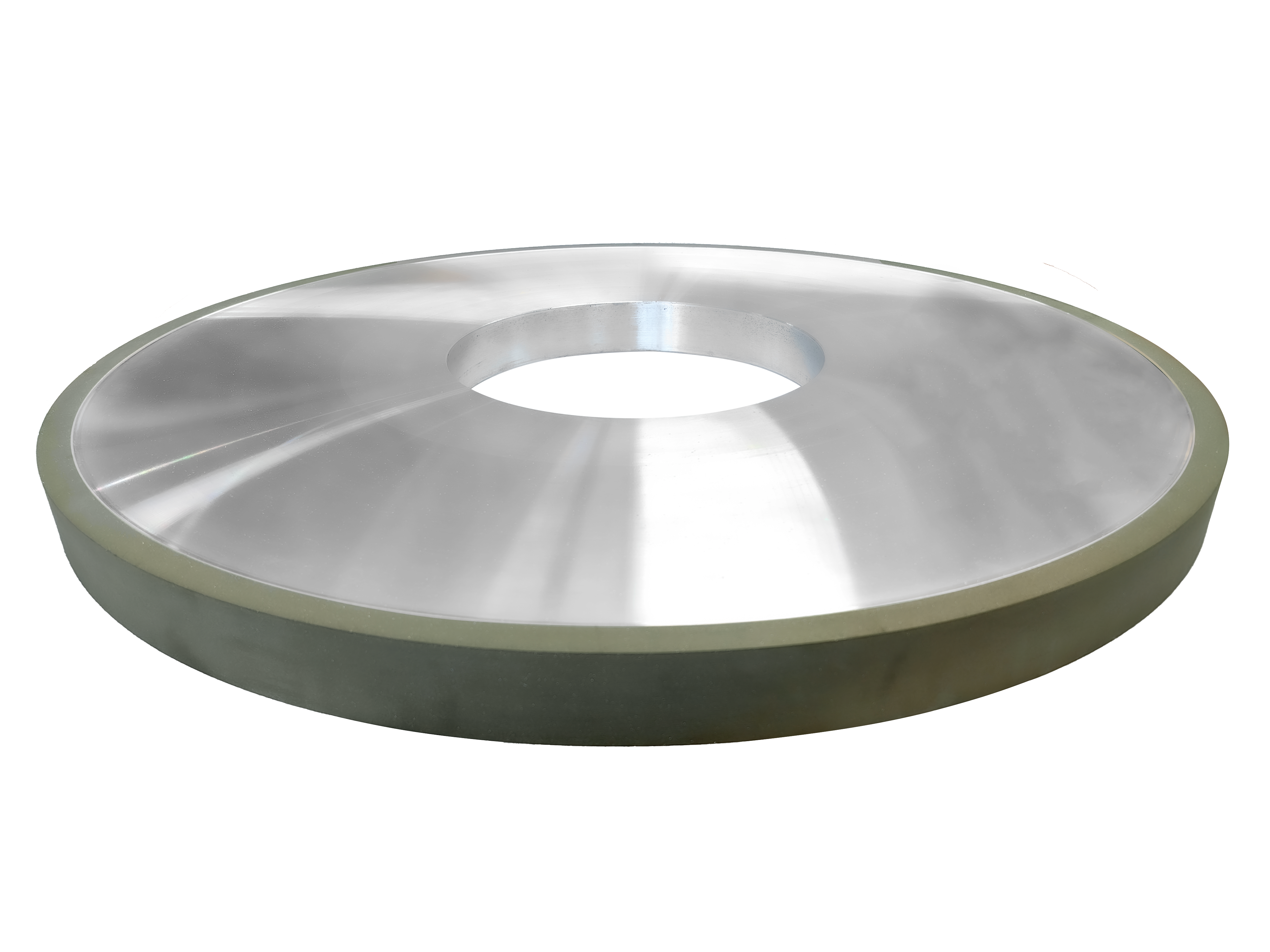
1. Diamantslipeskiver: For ikkemetalliske og superharde materialer
Diamants ekstreme hardhet (5 000 HV) – den hardeste naturlige slipeskiven – gjør disse skivene uunnværlige for bearbeiding av materialer som tåler konvensjonelle slipeskiver. De yter bedre enn CBN der det svikter (reaktivitet med jern) og overgår tradisjonelle skiver når det gjelder presisjon og levetid.
Styrte binde-systemer: Tilgjengelig i harpiks-, glass- og metallbinde. Harpiksbinder gir lav varmeutvikling for varmefølsomme materialer; glassbinder sikrer formstabilitet for presisjonsprofilering; metallbinder tåler tung belastning ved grovbearbeiding.
Målmaterialer og arbeidsstykker
Ikke-jernholdige metaller: Aluminium, titan, kobber og deres legeringer. Ideelt egnet for bilpistongfurer, luftfartstitanakser og kabinetter for elektroniske enheter.
Superharde materialer: Wolframkarbid (WC-Co), keramer (aluminiumoksid, zirkoniumoksid) og PCD/PCBN verktøyblanks. Brukes til bearbeiding av karbidinnsats til sager, keramiske medisinske implantater og fastspennere for halvlederwafer.
Kompositter: Karbonfiberforsterkede polymerer (CFRP) og glassfiberkompositter. Viktig for bearbeiding av paneler i luftfartsindustrien, minimerer delaminering og fiberuttrekking.
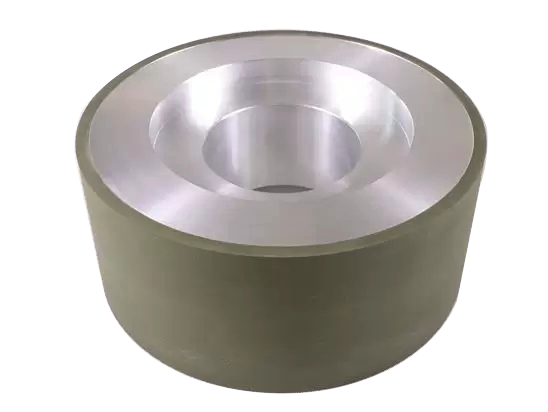
cBN-eksterne slipehjul: For herdet jernholdig metall
Kubisk boronnitrid (CBN) er det ultimate valget for herdet jernholdig metall (≥50 HRC), med kjemisk inaktivitet overfor jern (i motsetning til diamant) og eksepsjonell termisk stabilitet (motstår sliptemperaturer på opptil 1 300 °C).
Høy slitasjetreghet: Varer 50–100 ganger lenger enn alumina-hjul på stål med 60 HRC, reduserer slipekostnader per del med 40 %.
Presisjonsbevarelse: Glaserte/metalbindinger opprettholder dimensjonal nøyaktighet (±0,5 μm) over lange produksjonsløp, ideelt for komplekse profiler som girntennene.
Målmaterialer og arbeidsstykker
Herdet stål: 58–65 HRC legeringsstål (20CrMnTi), verktøystål (D2, H13) og kulelagerstål (GCr15). Brukes til sliping av automatiske gir i bilindustrien, lagerbaner og HSS-skjæredeler.
Superalloys: Inconel 718, Hastelloy og jernbaserte titanlegeringer. Avgjørende for luftfartsturbinblader og motordeler.
Støpejern: Seigjern (ADI) og grått støpejern (HT300). Egnet til bearbeiding av motorblokker, krummer og hus for tungt maskineri.


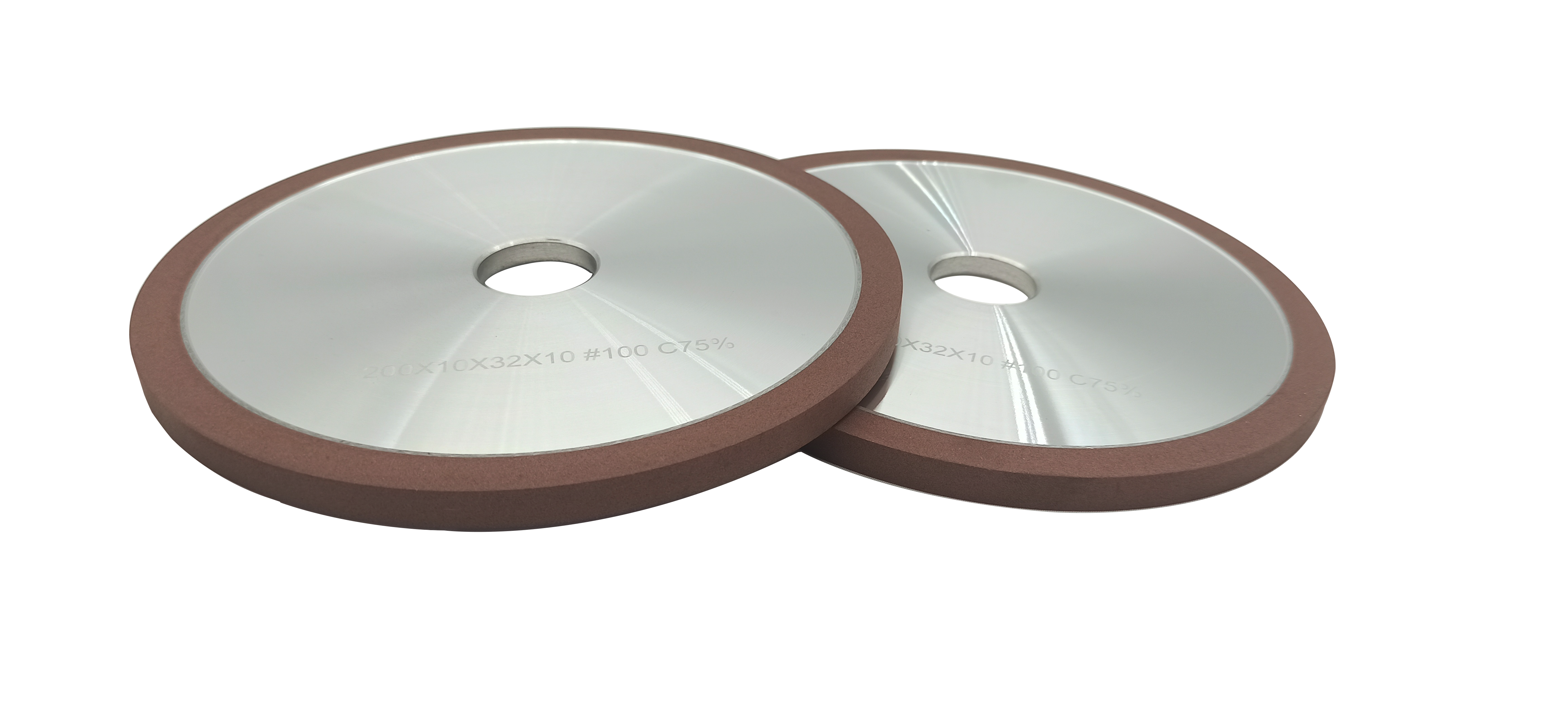
konvensjonelle abrasive ytterkuttehjul: Kostnadseffektive for generell bearbeiding av jernholdige metaller
For ikke-hærdede jernholdige metaller og lavpresisjonsapplikasjoner, tilbyr Ruizuans konvensjonelle hjul (aluminiumoksid, silisiumkarbid) pålitelig ytelse til en økonomisk pris.
Hovudtrekk
Flerbruks abrasive alternativer: Aluminiumoksid (Al₂O₃) for sakt stål og støpejern; silisiumkarbid (SiC) for ikkemetalliske metaller og sprø materialer.
Kostnadseffektivitet: Ideelt for produksjon i små serier eller allsidig sliping, med enkel vedlikehold og utskifting.
Målmaterialer og arbeidsstykker
Sakt stål (≤30 HRC): 45# stålskifter, strukturelle komponenter og lavkarbonståldeles.
Støpejern (≤45 HRC): Gråt støpejern motorfestninger, pumpehus og dekorative metallkomponenter.
Ikke-jernholdige metaller (lav presisjon): Aluminiumsprofiler, kobber rør og sink smeltedelte deler.
Nøkkel fordeling
Balanserer ytelse og kostnad for ikke-kritiske komponenter, noe som gjør dem til en standard i generelle produksjonsverksteder.

Kompatible eksterne slipemetoder: Match slipehjulet til prosessen
Ruizans eksterne slipehjul er optimalisert for tre hovedbearbeidingsmetoder, hver tilpasset komponentgeometri og produksjonsvolum.
1. Ekstern sylindrisk slipling
Prosessen: Hjulet og arbeidsstykket roterer med høy hastighet, mens hjulet føres radielt for å fjerne materiale.
Hjulkompatibilitet: Diamant/CBN-hjul for presisjonskomponenter; konvensjonelle hjul for generelle deler.
Anvendelser: Slipt av aksler, lagre og sylindriske gir. Oppnår rundhet <3μm og Ra 0,08μm på GCr15 lagerløp.
2. Sentersfri ekstern slipling
Prosess: Arbeidsstykket støttes av en hvilekant mellom slipehjulet og reguleringshjulet, noe som muliggjør høyvolum, automatisert produksjon.
Hjulkompatibilitet: CBN glasaktige hjul for herdet stålrullere; diamanthjul i harpiks for keramiske pinner.
Anvendelser: Masseproduksjon av lager rullere, sentreringsfurer og automotor ventilstemmer. Behandler over 100 deler per time med en diameter toleranse på ±0,002 mm.
3. Formutvendig sliping
Prosess: Hjulet formas til å matche komponentens komplekse profil (f.eks. girtenner, splines), og muliggjør maskinering i én operasjon.
Hjulkompatibilitet: CBN glasaktige hjul for girprofiler; diamantmetallhjul for karbidformhulrom.
Anvendelser: Sliping av helikalgir, turbinbladrotter og splinede aksler. Opprettholder profilnøyaktighet på ±5 μm på 20CrMnTi girtenner.
Presisjon omskapt med Ruizuans utvendige slipe-løsninger
Om du bearbeider herdet stålgir, keramiske implantater eller saggjengs aksler, leverer Ruizuan sine eksterne slipehjul den ytelsen, presisjonen og kostnadseffektiviteten som din virksomhet krever. Vårt omfattende sortiment sikrer at du har riktig verktøy til enhver utfordring.
Opphavsrett © Zhengzhou Ruizuan Diamond Tool Co., Ltd. Alle rettigheter forbeholdt — Personvernerklæring



 Siste nytt
Siste nytt