La rettifica cilindrica esterna rappresenta il perno della produzione di precisione per componenti con simmetria rotazionale—dai alberi di trasmissione automobilistici alle pale di turbine aeronautiche—garantendo tolleranze submicrometriche (±1μm) e finiture superficiali estremamente fini (Ra <0,05μm). L'efficacia di questo processo critico dipende intrinsecamente dalle caratteristiche prestazionali della mola. Zhengzhou Ruizuan, leader nella tecnologia degli abrasivi, presenta un portafoglio prodotti completamente integrato, progettato per soddisfare diverse esigenze di lavorabilità dei materiali e di precisione: mole per rettifica esterna in diamante policristallino (PCD), mole per rettifica esterna in nitruro di boro cubico (CBN) e mole per rettifica esterna con abrasivi convenzionali. Questo approfondimento tecnico illustra la scienza dei materiali, i parametri prestazionali, le applicazioni target e la compatibilità con i processi di ciascuna soluzione, consentendo agli ingegneri di produzione di ottimizzare produttività, precisione ed efficienza dei costi.
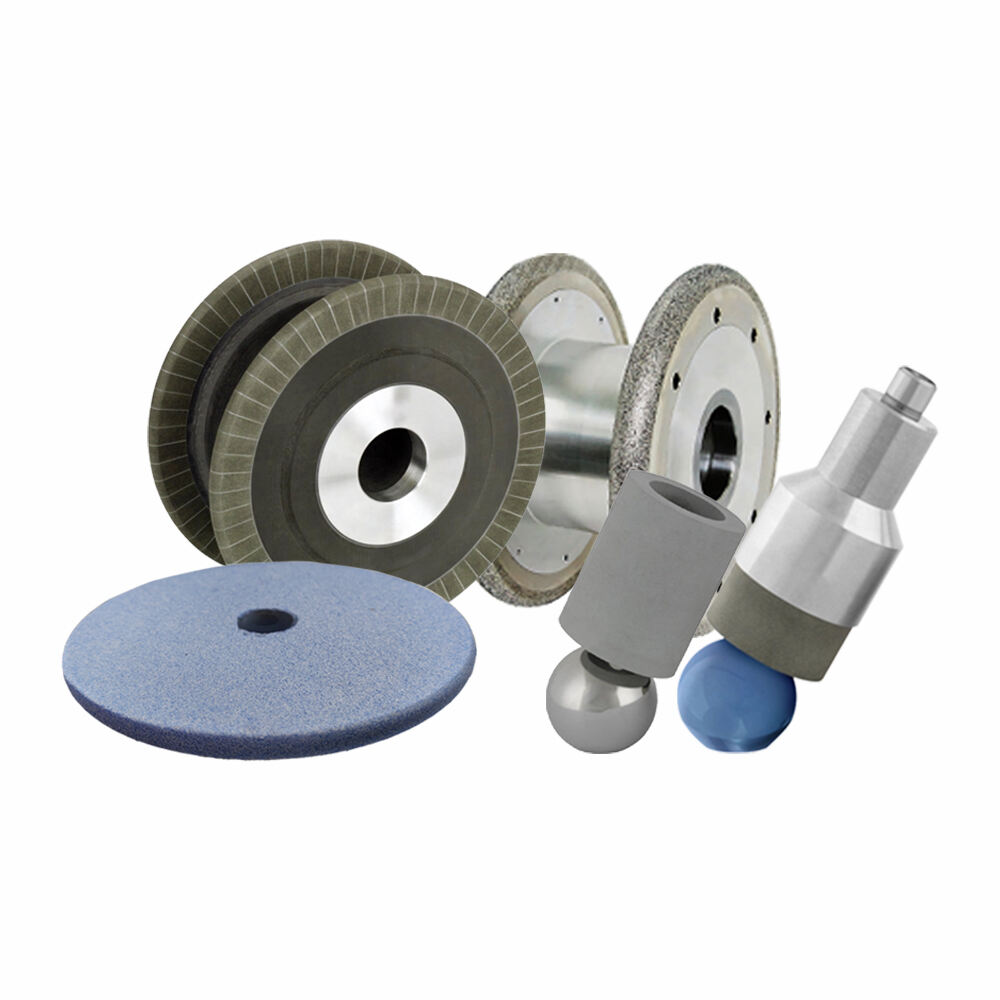
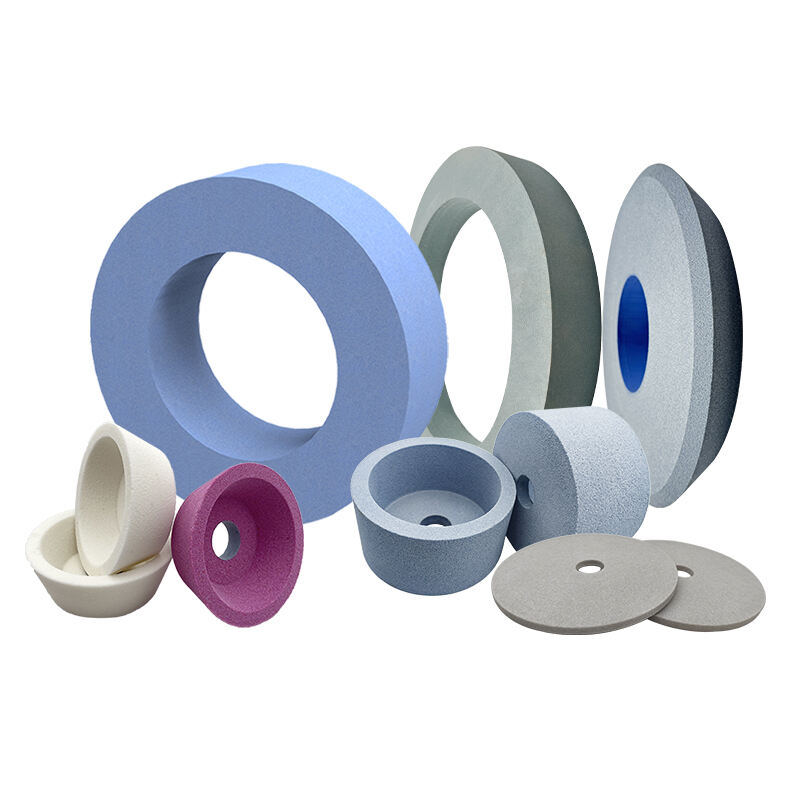
Portafoglio di Ruote per Smerigliatura Esterna Ruizuan: Progettato con Precisione per Scenari di Lavorazione Specifici progettato con Precisione per Scenari di Lavorazione Specifici scenari di Lavorazione Specifici
Ogni configurazione della ruota è realizzata con precisione per sfruttare al meglio le proprietà intrinseche del proprio mezzo abrasivo, garantendo una compatibilità sinergica con i materiali del pezzo in lavorazione, i vincoli termici e gli obiettivi di accuratezza dimensionale.
1. Ruote per Smerigliatura Esterna in Diamante: Il Top per la Lavorazione di Materiali Non Ferrosi e Superresistenti
Il diamante—con una straordinaria durezza Vickers di 5.000 HV, la più alta tra gli abrasivi naturali—si afferma come uno strumento indispensabile per la lavorazione di materiali resistenti agli abrasivi convenionali. A differenza del CBN, il diamante non presenta reattività chimica con leghe a base ferrosa, risultando quindi superiore nelle applicazioni non ferrose, oltre a offrire maggiore stabilità dimensionale e una vita utile più lunga rispetto agli abrasivi tradizionali.
Opzioni Avanzate di Legante
•Lega resinosi : Permette una bassa energia specifica di rettifica (SGE) e un danno termico minimo, ideale per materiali sensibili al calore come le leghe di titanio e i materiali compositi.
•Legante Vitrifico : Offre un'elevata stabilità della forma (deviazione del profilo ≤0,002 mm) e un'elevata resistenza all'usura, ottimizzata per applicazioni di profilatura di precisione e con tolleranze strette.
•Legame metallico (elettrodeposto/saldato) : Progettato per la rimozione pesante di materiale (portate di asportazione fino a 30 cm³/min) e per lavorazioni aggressive su substrati superduri.
Materiali target e applicazioni critiche
•Leghe non ferrose :Alluminio (6061-T6), titanio (Ti-6Al-4V), rame (C11000) e relative compositi. Utilizzati per le sedi degli anelli dei pistoni automobilistici, alberi rotanti in titanio per l'aerospaziale e involucri elettronici ad alta precisione.
• Materiali superduri :Carburo di tungsteno (WC-Co 8%), ceramiche in allumina-zirconia (Al₂O₃-ZrO₂) e grezzi utensili in PCD/PCBN. Impiegati nella lavorazione di inserti intercambiabili in carburo, impianti bioceramici e mandrini per wafer semiconduttori (planarità ≤2 μm).
• Compositi rinforzati con fibra :Polimero rinforzato con fibra di carbonio (CFRP) e polimero rinforzato con fibra di vetro (GFRP). Fondamentali per pannelli strutturali aerospaziali, minimizzano la delaminazione (≤50μm) e lo strappo delle fibre durante la rettifica ad alta velocità.

2. Mole per rettifica esterna CBN: La scelta definitiva per metalli ferrosi temprati
Il nitruro borico cubico (CBN), sintetizzato mediante processo ad alta pressione e alta temperatura (HPHT), si afferma come l'abrasivo ottimale per metalli ferrosi temprati (≥50 HRC). I suoi principali vantaggi includono inerzia chimica rispetto al ferro (elimina l'usura abrasiva per diffusione), eccezionale stabilità termica (temperature operative fino a 1.300°C) e superiore tenacità alla frattura rispetto al diamante.
Differenziali prestazionali
•Resistenza all'usura eccezionale : Supera le mole a base di allumina da 50 a 100 volte nella lavorazione continua di acciaio legato 60 HRC, riducendo i costi di rettifica per pezzo del 40% e le sostituzioni utensili dell'80%.
•Mantenimento della precisione dimensionale : I sistemi con legante vetroso e metallico mantengono la precisione dimensionale (±0,5 μm) durante cicli produttivi prolungati (≥10.000 pezzi), ideali per profili complessi come denti di ingranaggi ad evolvente e scanalature.
Materiali target e applicazioni critiche
•Acciai temprati : Acciaio legato (20CrMnTi, 58–65 HRC), acciaio per utensili (D2, H13) e acciaio per cuscinetti (GCr15). Utilizzati nella rettifica di ingranaggi automobilistici (tolleranza del profilo ±5 μm), piste di rotolamento per cuscinetti (circolarità ≤2 μm) e utensili in acciaio rapido (HSS).
•Superleghe : Inconel 718, Hastelloy X e leghe ferrose a base di titanio. Fondamentali per la lavorazione di pale turbine aerospaziali (tolleranza del profilo alare ±8 μm) e componenti di camere di combustione per motori.
•Ghise : Ghisa duttile austemperata (ADI) e ghisa grigia (HT300). Adatti alla produzione in grande serie di blocchi motore, alberi motore e carcasse per macchinari pesanti (rugosità superficiale Ra ≤0,1 μm).

3. Mole abrasive convenzionali per rettifica esterna: ottimizzate in termini di costo per la lavorazione generica di materiali ferrosi
Per metalli ferrosi non temprati e applicazioni con requisiti di precisione meno rigorosi, le tradizionali mole abrasive Ruizuan—formulate con ossido di alluminio (Al₂O₃) o carburo di silicio (SiC)—offrono prestazioni affidabili a un costo totale di proprietà (TCO) competitivo.
Specifiche Tecniche Principali
•Versatilità Abrasiva :
Ossido di alluminio (Al₂O₃): Ottimizzato per acciaio dolce e ghisa (lavorazione duttile, bassa friabilità).
Carburo di silicio (SiC): Ideale per metalli non ferrosi e materiali fragili (alta durezza, bordi taglienti molto affilati).
•Efficienza dei costi : Progettate per produzioni di basso volume, prototipazione o rettifiche generiche, caratterizzate da manutenzione semplice e rapida sostituzione (tempo di cambio ≤5 minuti).
Materiali e Applicazioni Target
•Acciaio Dolce (≤30 HRC) : Alberi in acciaio al carbonio 45#, componenti strutturali e stampati in acciaio a basso tenore di carbonio.
•Ghisa (≤45 HRC) : Supporti motore in ghisa grigia, corpi pompa e componenti metallici decorativi (finitura superficiale Ra ≤0,8μm).
•Metalli non ferrosi a bassa precisione : Profili estrusi in alluminio, tubi in rame e parti stampate in zinco (tolleranza del diametro ±0,05 mm).
Proposta di valore chiave
Offre un equilibrio ottimale tra prestazioni e costo per componenti non critici, rappresentando uno standard nelle officine di produzione generica e nei laboratori meccanici.

Compatibilità del processo: Allineamento delle mole con i metodi di lavorazione
Le mole esterne Ruizuan sono progettate con precisione per integrarsi perfettamente con tre processi fondamentali di lavorazione, ciascuno adattato alla geometria del componente, al volume produttivo e ai requisiti di precisione.
1. Rettifica cilindrica esterna
•Meccanica dei processi : La mola e il pezzo ruotano a velocità sincronizzate (velocità periferiche fino a 80 m/s), con avanzamento radiale della mola per rimuovere il materiale in incrementi controllati.
•Compatibilità delle mole : Mole in diamante/CBN per componenti ad alta precisione; mole abrasive convenzionali per parti di uso generico.
•Metriche di prestazione : Raggiunge una rotondità ≤3μm, una cilindricità ≤5μm e una finitura superficiale Ra 0,08μm su piste di rotolamento in acciaio GCr15; ideale per alberi, cuscinetti e ingranaggi cilindrici.
2. Rettifica esterna senza centri
•Meccanica dei processi : Il pezzo è sostenuto da una lama di appoggio di precisione (angolo 30–45°) tra la mola e la ruota di regolazione, consentendo una produzione automatizzata ad alto volume (fino a 500 pezzi all'ora).
•Compatibilità delle mole : Mole in CBN a legante vetroso per rulli in acciaio temprato; mole in diamante a resina per perni e pernetti in ceramica.
•Metriche di prestazione : Lavora rulli per cuscinetti, perni di centraggio e steli di valvole automobilistiche con tolleranza di diametro ±0,002 mm e finitura superficiale Ra ≤0,05μm.
3. Rettifica esterna a profilo
•Meccanica dei processi : La mola viene profilata per replicare il profilo complesso del componente (ad esempio denti di ingranaggi, scanalature, radici delle pale della turbina), consentendo la lavorazione in un singolo passaggio di geometrie complesse.
•Compatibilità delle mole : Mole in CBN a legante vetroso per profili di ingranaggi (inviluppo o cicloidali); mole in diamante a legante metallico per cavità di stampi in carburo (finitura superficiale Ra ≤0,02μm).
•Metriche di prestazione : Mantiene la tolleranza del profilo ±5μm sui denti degli ingranaggi in 20CrMnTi e ±8μm sulle radici delle pale della turbina, eliminando le operazioni secondarie di finitura.
Precisione ridefinita: le soluzioni Ruizuan per rettifica esterna
Dagli ingranaggi in acciaio temprato agli impianti in bioceramica e agli alberi in acciaio dolce, il portafoglio di mole per rettifica esterna Ruizuan offre prestazioni impeccabili, precisione a livello di micron ed efficienza di costo su misura per le esigenze moderne della produzione. L'impegno nell'innovazione della scienza dei materiali e nell'ottimizzazione dei processi fa sì che ogni mola sia progettata per affrontare le sfide specifiche della vostra applicazione, consentendovi di rimanere competitivi in un mercato globale.





 Ultime notizie
Ultime notizie