
Aniq yozishish — belgilangan sirt tiniqligini va o'lchov aniqligini olish muhim bo'lgan asosiy ishlab chiqarish va metallsozlik usuli. Natijaga ta'sir qiluvchi eng muhim omillardan biri to'g'ri zarrachalar hajmini tanlashdir. ishlaydigan Zarrachalar hajmi olib tashlanadigan material miqdorini va yakuniy sirt tuzilishini belgilaydi. To'g'ri zarrachalar hajmini tanlash ishingizning samaradorligi va sifatiga katta farq kiritishi mumkin.
Maydalanuvchi Material Donlarini Aniqlash
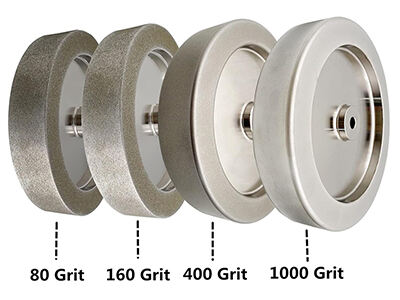
Grit o'lchami - zinhorlovchi disk yoki boshqa sharflovchi asbobdagi alohida qattiq zaralarning o'lchamini anglatadi. Odatda u raqam bilan ifodalanadi. Kichikroq raqam kattaroq zaralarga ega bo'lgan g'ovrak gritni anglatadi va materialni tezroq olib tashlaydi. Aksincha, katta raqam yuqori sifatda silliq va polirovka qilish uchun mos keladigan maydaroq, kichikroq grit o'lchamini bildiradi. Bu raqamlar tizimi ma'lum bir dasturlar uchun kerakli sharflovchi vositalarni tanlashni osonlashtirish uchun standartlashtirilgan.
Sharflovchi asbob bu alohida zaralardan iborat matritsani bog'lovchi modda bilan bog'langan tuzilmadan iborat. Zinhorlash paytida zaralar cheksiz maydaroq kesuvchi asboblar sifatida ishlaydi. G'ovrak zaralar metallni chuqurroq va tezroq olib tashlaydi, maydaroq zaralar esa sirtga yaqinroq joylashgan metallni olib tashlab, uni polirovka qiladi. Shuningdek, zaralar orasidagi masofa chiplarning chiqishini hamda zinhorlash paytida issiqlik hosil bo'lishini tartibga solishda ahamiyatli rol o'ynaydi.

Zinhorlash o'lchami uchun asosiy tanlash mezonlari
Aniq yahlitlash jarayonida don hajmini tanlashda ba'zi asosiy tanlov me'yorlari mavjud. Asosiy maqsad materialni olib tashlash tezligi va sirtning yakuniy ko'rinishi o'rtasida muvozanat yaratishdir.
Qayta ishlanayotgan material muhim omil hisoblanadi. Qattiqroq materiallar odatda ostki qavatdagi materialni isitmasdan yoki shikastlanishsiz toza kesish uchun maydaroq don talab qiladi. Yog'och materiallarga esa zaxirani tez olib tashlash uchun nozikroq don ruxsat etilishi mumkin. Olib tashlanadigan material miqdori ham shunchalik muhim. Agar katta miqdordagi zaxirani olib tashlayotgan bo'lsangiz, eng samarali boshlanish nuqtasi — nozik dondir. Keyin esa kerakli yakuniy sirt ko'rinishi va aniqlikka erishish uchun asta-sekin kamayuvchi don hajmlaridan foydalaniladi.
Yakuniy sirtni tozalash talabi, ehtimol, zarrachilik tanlovida eng bevosita omildir. Bo'yaladigan detalda yopishqoq sirt olish uchun faqat 60-120 zarrali asbob talab qilinishi mumkin. Funktsional sirtga ega bo'lishi kerak bo'lgan detal uchun 180-400 zarragacha tozalash talab qilinishi mumkin. Juda aniq ishlar va aynaho'lasimon sirtlarda esa 800 va undan yuqori juda nozik zarralar talab qilinadi.
Amaliy va rivojlantiruvchi qo'llanma
Aniq yonish bilan ishlashning keng tarqalgan usuli — zarrachilik darajasini ketma-ket bajarishdir. Juda nozik zarrachilik odatda katta miqdordagi materialni olib tashlash uchun ishlatilmaydi; bu samarasiz va abraziv asbobni tezda to'ldirishi mumkin. Buning o'rniga, jarayon materialning asosiy qismini tez olib tashlash va dastlabki shaklni berish uchun qattiq zarrachilikdan boshlanadi.
Ko'pincha, asbobning o'lchami yaqin bo'lguncha yuzasi xiralashgan zarralarning izlarini yo'qotish va sirtini silliq qilish uchun o'rta donli material bilan yakunlanadi. Oxirida esa aniq to'g'rilikni ta'minlash va belgilangan sirt sifatini olish uchun nozik yoki juda nozik zarrali material ishlatiladi. Bu ketma-ketlik samaradorligiga kafolat beradi, nozik abrazivlarning umrini uzartadi va ajoyib yakuniy sirt sifatini ta'minlaydi.
Oddiy xatolarni oldini olish
Oddiy xato — ishning dastlabki bosqichlarida mayda zarrali bilan boshlash bo'lib, bu jarayonda taraqqiyotning yo'qligiga va keyinroq ishqalanish tufayli issiqlik zarariga olib keladi. Aksincha, yakuniy tozalash uchun keraklidan ko'ra maydaroq zarrali ishlatish yuzada chuqur chiziqchalarni qoldiradi va ularni keyin olib tashlash qiyin bo'ladi. Ikkinchi xato — zarralarni ketma-ketlikda ishlatmagan holda ishlashdir. Juda yirik zarradan juda mayda zarraga o'tish odatda sekinroq bo'ladi, chunki mayda zarralar chuqur chiziqchalarni olib tashlashda qiynaladi va hech qachon kerakli polirovkaga erisha olmaydi. Har bir zarraning vazifasini tushunish va ular orqali mantiqiy ketma-ketlikda harakat qilish ajoyib aniq silliqlashga erishish kalitidir.
Nihoyat, to'g'ri zarrani tanlash — bitta hajm hammasiga mos keladigan masala emas. Tanlov materialga, olib tashlanadigan material miqdoriga va erishilishi kerak bo'lgan yakuniy sirt holatiga qarab maqsadli ravishda amalga oshiriladi.