
Hassas taşlama, belirtilen yüzey bitişini ve boyutsal doğruluğu elde etmenin önemli olduğu temel bir imalat ve metal işleme tekniğidir. Sonucu etkileyen en önemli faktörlerden biri doğru granül büyüklüğünün seçilmesidir. abrasif Granül büyüklüğü, uzaklaştırılan malzeme miktarını ve işlenmiş yüzey dokusunu belirler. Doğru granül seçimi, işlemenizin verimliliği ve kalitesi açısından büyük fark yaratabilir.
Aşındırıcı Zımpara Tane Büyüklüklerinin Belirlenmesi
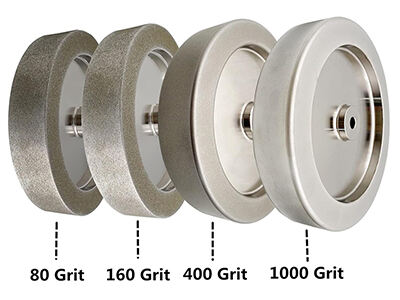
Aşındırıcı tane boyutu, bir taşlama tekerleği veya başka bir aşındırıcı araç üzerindeki bireysel kaba aşındırıcı taneciklerin boyutudur. Genellikle bir sayı ile ifade edilir. Daha düşük sayı, daha büyük aşındırıcı taneciklerine sahip daha kaba bir tane boyutunu gösterir ve bu da malzemeyi daha agresif şekilde kaldırır. Buna karşılık, daha yüksek bir sayı, yüzeyleri yüksek kalitede pürüzsüz hale getirmek ve parlatmak için daha uygun olan ince, küçük taneli bir yapıyı temsil eder. Bu numaralandırma sistemi, belirli bir uygulama için gerekli aşındırıcının seçimini kolaylaştırmak amacıyla standartlaştırılmıştır.
Aşındırıcı alet, matris bağlayıcı ile birbirine tutturulmuş bu bireysel taneciklerin oluşturduğu bir yapıdan oluşur. Taşlama sırasında tanecikler çok küçük kesici uçlar gibi çalışır. Kaba tanecikler metali daha derinden ve hızlı bir şekilde kaldırırken, ince tanecikler yüzeye yakın metali kaldırarak yüzeyi parlatır. Ayrıca, tanecikler arasındaki mesafe talaş temizliği ve ısı üretiminin düzenlenmesini etkiler.

Taşlama Tane Boyutu Seçim Kriterleri
Bir hassas taşlama işlemi için bir zımpara tane büyüklüğü seçilirken bazı temel seçim kriterleri vardır. Ana amaç, malzeme kaldırma hızı ile yüzey kalitesi arasında bir denge sağlamaktır.
İşlem yapılan malzeme önemli bir faktördür. Daha sert malzemeler genellikle ısıtma veya alttaki malzemeyi hasar vermeden temiz bir kesim için daha ince bir zımpara tanesi gerektirir. Daha yumuşak malzemeler, stok miktarını hızlı bir şekilde kaldırmak amacıyla daha kaba bir tane kullanmaya izin verebilir. Kaldırılacak malzeme miktarı da aynı derecede önemlidir. Eğer kalın bir stok kaldırıyorsanız, en etkili başlangıç noktası kaba bir zımpara tane büyüklüğüdür. Ardından istenen nihai yüzey kalitesi ve toleranslar elde edilene kadar tane büyüklükleri kademeli olarak azaltılır.
Nihai yüzey kaplaması gereksinimi, muhtemelen zımpara seçimi üzerindeki en doğrudan belirleyici faktördür. Boyanacak bir parçada kaba bir yüzey kaplaması sadece 60 ila 120 zımpara numarasına sahip bir araç gerektirebilir. Fonksiyonel bir yüzeye ihtiyaç duyan bir parça, 180 ila 400 zımpara aralığında bitirme işlemi gerektirebilir. Çok hassas işler ve ayna parlaklığında yüzeyler için ise 800 ve üzeri çok ince zımpara numaraları gereklidir.
Uygulamalı ve gelişimsel uygulama
Hassas taşlama ile yaygın yaklaşım, art arda farklı zımpara numaralarını kullanmaktır. Büyük miktarda malzeme kaldırmak için normalde çok ince zımpara kullanılmaz; bu verimsizdir ve aşındırıcı aracı hızlıca tıkayabilir. Bunun yerine süreç, büyük kısmını hızlıca kesmek ve temel şekli oluşturmak için kaba bir zımparayla başlar.
Stokların çoğu kaldırıldıktan sonra, yüzey, aşındırıcının kaba tanelerinin izlerini ortadan kaldırmak ve parçayı nihai boyutuna yaklaştırmak için orta ince bir zımpara ile düzleştirilir. Son olarak, hassas veya çok ince bir zımpara taneleri kullanılarak tam tolerans ve belirtilen yüzey kaplaması elde edilir. Bu ardışık yaklaşım verimli olmanın yanı sıra ince abrasiflerin ömrünü korur ve üstün bir yüzey bitişi sağlar.
Yaygın Hataların Önlenmesi
Yaygın bir hata, işin başlangıç aşamalarında ince taneli zımparadan başlamaktır ve bu durum ilerleme kaydedilmemesine ve daha sonra sürtünmeden kaynaklı termal hasara neden olur. Tersine, son yüzey bitişinde gerekenden daha ince bir tane kullanmak, yüzeyde derin çizikler bırakarak bunların daha sonra kaldırılmasını zorlaştırır. İkinci bir hata ise taneleri sırayla kullanmamaktır. Çok kaba bir tane ile çok ince bir taneye geçmek genellikle daha yavaştır, ince tane derin çizikleri kaldırmakta zorlanır ve asla istenen parlaklık seviyesine ulaşamaz. Her bir tane büyüklüğünün ne amaçla kullanılmasının gerektiğini anlamak ve bunları mantıklı bir sırayla uygulamak, başarılı hassas taşlama işleminin temelidir.
Son olarak, doğru tane büyüklüğünün seçilmesi tek boyutun her şeye uyması meselesi değildir. Seçim, malzeme türüne, uzaklaştırılması gereken miktarına ve elde edilmesi hedeflenen son yüzey kalitesine göre bilinçli bir şekilde yapılır.