
Precízne brúsenie je základnou výrobnou a kovospracovateľskou technikou, pri ktorej je dôležité dosiahnuť špecifikovanú úpravu povrchu a rozmernú presnosť. Jedným z najdôležitejších faktorov ovplyvňujúcich výsledok je správna voľba šlifový zrnnosti. Zrnnosť určuje množstvo odstráneného materiálu a textúru hotového povrchu. Správny výber zrnnosti môže výrazne ovplyvniť efektivitu a kvalitu vašej práce.
Určovanie zrnnosti abrazív
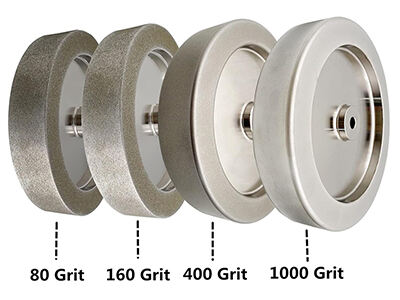
Zrno brúsiva označuje veľkosť jednotlivých hrubých abrazívnych zŕn na brúsnom kotúči alebo inom abrazívnom nástroji. Zvyčajne je vyjadrené číslom. Nižšia hodnota znamená hrubšie zrno s väčšími abrazívnymi zrnami, ktoré odstraňujú materiál agresívnejšie. Naopak, vyššia hodnota predstavuje jemnejšie, menšie zrno, ktoré je vhodnejšie na vyhladzovanie a leštenie povrchov na vysokú úroveň dokončenia. Tento číselný systém je štandardizovaný, aby sa uľahčil výber potrebného abrazíva pre konkrétnu aplikáciu.
Abrazívny nástroj pozostáva z mriežky týchto jednotlivých zŕn spojených dohromady viazacou hmotou matrice. Počas brúsenia pôsobia zrná ako mikroskopické rezné nástroje. Hrubšie zrná odstraňujú kov hlbšie a rýchlejšie, zatiaľ čo jemnejšie zrná odstraňujú kov bližšie k povrchu a tým ho lešтя. Okrem toho vzdialenosť medzi zrnami ovplyvňuje reguláciu odvádzania triesok a tvorbu tepla pri brúsení.

Kľúčové kritériá výberu zrna brúsiva
Pri výbere zrnitosti pre presnú brúsnu operáciu sa berie do úvahy niekoľko kľúčových kritérií. Hlavným cieľom je dosiahnuť rovnováhu medzi rýchlosťou odstraňovania materiálu a kvalitou povrchu.
Materiál, s ktorým sa pracuje, je dôležitým faktorom. Tvrdšie materiály často vyžadujú jemnejšiu zrnitosť, aby sa dosiahol čistý rez bez ohrevu alebo poškodenia podpovrchovej vrstvy materiálu. Mäkšie materiály môžu umožniť použitie hrubšej zrnitosti na rýchlejšie odstraňovanie materiálu. Rovnako dôležité je množstvo materiálu, ktoré treba odstrániť. Ak sa odstraňuje veľké množstvo materiálu, najefektívnejším začiatkom je použitie hrubej zrnitosti. Toto sa následne postupne strieda so zmenšujúcou sa zrnnitosťou, aby sa dosiahla požadovaná konečná úprava povrchu a tolerancie.
Požiadavka na konečnú úpravu povrchu je pravdepodobne najpriamejším určujúcim faktorom pri voľbe zrnitosti. Hrubá úprava povrchu dielu, ktorý sa bude maľovať, môže vyžadovať iba nástroj so zrnitosťou 60 až 120. Diel, ktorý potrebuje funkčný povrch, môže vyžadovať úpravu povrchu so zrnitosťou 180 až 400. Pre veľmi presnú prácu a zrkadlové povrchy sú potrebné veľmi jemné zrnitosti 800 a vyššie.
Praktické a vývojové aplikácie
Bežným postupom pri presnom brúsení je použitie série zrnitostí. Veľmi jemná zrnitosť sa bežne nepoužíva na odstraňovanie veľkého množstva materiálu; to by bolo neefektívne a mohlo by rýchlo ucpať brúsny nástroj. Namiesto toho sa proces začína hrubou zrnitosťou, ktorá rýchlo odstráni väčšinu materiálu a vytvorí základný tvar.
Keď je väčšina materiálu odstránená, sa povrch dokončuje stredne jemným brusivom, aby sa vyhladil a odstránili stopy po rýhach hrubého brusiva, a smeruje sa k finálnej dimenzii dielu. Nakoniec sa použije jemné alebo veľmi jemné brusivo na dosiahnutie presnej medznosti a špecifikovaného povrchového úpravu. Tento postupný prístup zaručuje efektivitu, predlžuje životnosť jemnejších brusív a zabezpečuje vynikajúci výsledný povrch.
Prevention of Common Errors
Bežnou chybou je začať s jemným zrnitím v počiatočných fázach práce, čo spôsobuje nedostatočný pokrok a neskôr tepelné poškodenie v dôsledku trenia. Naopak, použitie jemnejšieho zrnitosti, ako je potrebné pre konečnú úpravu povrchu, ponechá hlboké škrabance, ktoré neskôr ťažko odstránite. Druhou chybou je nepoužívanie zrnitostí postupne. Prechod z veľmi hrubého na veľmi jemné zrnitie bude zvyčajne pomalší, lebo jemné zrnitie bude mať problém odstraňovať hlboké škrabance a nikdy nedosiahne požadovaný lesk. Porozumenie tomu, na čo sa každé zrnitie používa, a postupné prechádzanie cez jednotlivé stupne zrnitosti je tajomstvom úspešného presného brúsenia.
Nakoniec výber správnej veľkosti zrnitosti nie je otázkou univerzálneho riešenia. Výber sa robí zámerným spôsobom na základe materiálu, množstva odstraňovaného materiálu a požadovanej konečnej úpravy povrchu.