

Шлифование — это дорогостоящий процесс, который при каждом использовании в прецизионном производстве вызывает перегрев заготовки. Это нарушает целостность поверхности, приводит к металлургическим повреждениям и браку. Для пользователей суперабразивных кругов важно понимать, что круг является одним из основных параметров, которые можно использовать для предотвращения этой проблемы. Мы — компания Zhengzhou Ruizuan Diamond Tool Co., Ltd., производитель Алмазных и CBN шлифовальные круги, которые разработаны не только для эффективной работы, но и с учетом безопасности в процессе и качества обрабатываемой поверхности. Наиболее эффективным способом предотвращения прижогов часто является правильная настройка параметров круга.
Выбор типа абразива является обязательным условием
Первое решение, которое необходимо принять, — это выбор между алмазными абразивами и абразивами CBN. CBN (кубический нитрид бора) очень хорошо подходит для шлифования черных материалов, в частности твердых и хрупких сталей. Он также химически инертен к железу и обладает высокой термостойкостью, что в конечном итоге приводит к снижению выделения тепла и меньшему взаимодействию с материалом заготовки; как следствие, уменьшается риск термического повреждения. Алмаз тверже, но обычно используется для обработки цветных металлов, керамики и карбидов. При использовании неподходящего типа абразива процесс вынужден работать против свойств материала, что неизбежно вызывает чрезмерное выделение тепла. Это ключевое решение, с клиентами проходят на этапе создания основы для холодного шлифования.

Оптимизация твердости и зернистости круга
Два из наиболее важных параметров, которые можно изменить, — это размер зерна (абразивность) и твердость круга (марка). Увеличение размера зерна позволяет получить более крупные частицы и более открытые промежутки между зернами, что способствует проникновению охлаждающей жидкости и удалению стружки. Такая структура снижает количество тепла, выделяющегося в зоне шлифования. С другой стороны, слишком твердый или высокомарочный круг не будет легко отдавать затупившиеся зерна. Затупившийся круг вызывает трение и нагрев. Чтобы избежать необходимости резки более твердой марки стали, можно использовать немного более мягкую марку круга, который будет самозатачиваться, образуя новые чистые режущие кромки с меньшими затратами энергии и выделением тепла. Наш технический отдел поможет подобрать оптимальное сочетание абразивности и марки для вашего материала и области применения.
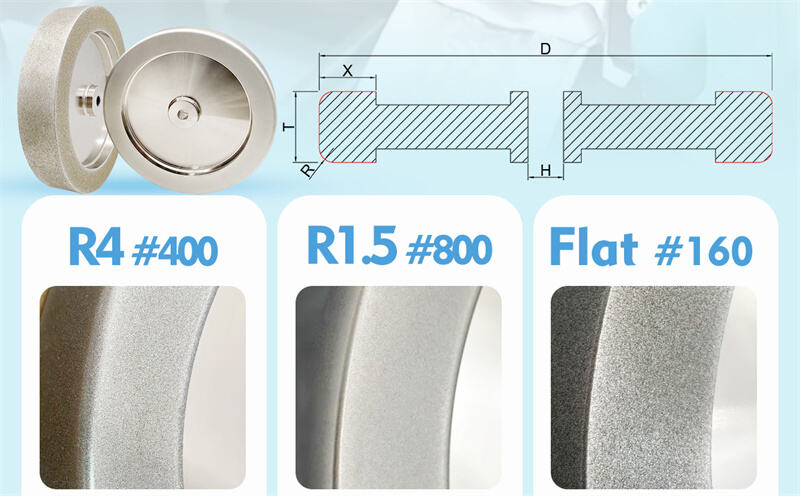
Структура круга и связка имеют критически важное значение
Структура абразивных зерен, концентрация и расположение зерен, а также связующий материал, удерживающий зерна, имеют решающее значение для управления тепловыделением. Существуют шлифовальные круги со свободной структурой, обеспечивающие значительную пористость. Такие поры создают каналы для подачи охлаждающей жидкости в зону резания и способствуют удалению шлифовальной стружки, предотвращая её повторное резание заготовки и перегрев. Связующий материал — будь то смола, керамика или металл — также должен соответствовать конкретному применению. Например, некоторые керамические связки обеспечивают высокую пористость и хорошие характеристики правки, что позволяет добиться равномерной и легкой резки. Наши круги разработаны таким образом, чтобы контролировать и проектировать их структуру для обеспечения стабильной производительности и эффективного теплового контроля.
Применение эффективной правки и достаточного количества охлаждающей жидкости
Идеально подобранный круг может перегореть, если за ним неправильно ухаживать. Правка должна быть правильной и регулярной — от этого нельзя отказываться. Она срезает круг, восстанавливает его форму и очищает поры. Неправильно профилированный круг становится тупым, глазурованным и превращается в источник скопления тепла на обрабатываемой детали. Более того, никакая корректировка параметров не будет эффективной без правильно организованной подачи охлаждающей жидкости. Используйте охлаждающую жидкость высокого качества, обеспечьте достаточный расход и давление, подавайте её непосредственно в зону контакта круга с заготовкой, а также следите за тем, чтобы она была отфильтрована и чиста. Круг с открытой структурой, правильно профилированный, в сочетании с большим количеством охлаждающей жидкости — надёжная защита от термических повреждений.
Совместная работа для поиска комплексного решения
Для решения проблемы прижога заготовки редко бывает достаточно одного изменения. Это требует комплексного подхода, включающего корректировку характеристик круга и параметров процесса. В компании Zhengzhou Ruizuan Diamond Tool Co., Ltd. мы предлагаем не только качественные алмазные и CBN-круги. Мы также предоставляем прикладную поддержку для анализа вашего процесса шлифования. Учитывая ваш станок, материал и желаемый результат, мы можем подобрать круг, который будет работать при более низкой температуре и с увеличенным сроком службы, превращая проблему прижога в возможность достичь высокой производительности и беспрецедентного качества деталей. Позвоните нам, чтобы получить решение с эффектом «холодного резания» для самых сложных задач шлифования.