
Penggilingan presisi adalah teknik dasar dalam manufaktur dan pengerjaan logam, di mana pencapaian hasil akhir permukaan dan ketepatan dimensi yang ditentukan sangat penting. Salah satu faktor paling penting yang memengaruhi hasilnya adalah pemilihan ukuran butiran yang tepat. abrasif Ukuran butiran menentukan jumlah material yang dihilangkan serta tekstur permukaan akhir. Pemilihan ukuran butiran yang tepat dapat memberikan perbedaan besar terhadap efisiensi dan kualitas pekerjaan Anda.
Menentukan Ukuran Grit Abrasive
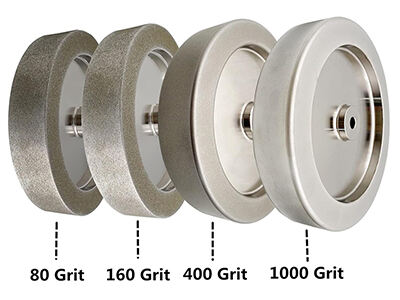
Ukuran grit adalah ukuran butiran abrasif kasar individu pada roda gerinda atau alat abrasif lainnya. Biasanya direpresentasikan dengan angka. Angka yang lebih rendah menunjukkan grit yang lebih kasar dengan butiran abrasif yang lebih besar, yang menghilangkan material secara lebih agresif. Sebaliknya, angka yang lebih besar menunjukkan grit yang lebih halus dan berukuran kecil, yang lebih cocok untuk meratakan dan memoles permukaan hingga hasil akhir yang tinggi. Sistem penomoran ini distandarkan untuk memudahkan pemilihan abrasif yang dibutuhkan untuk aplikasi tertentu.
Alat abrasif terdiri dari matriks butiran-butiran individu ini yang dilekatkan bersama oleh ikatan matriks. Saat proses penggerindaan, butiran tersebut berfungsi sebagai alat pemotong mikroskopis. Butiran kasar menghilangkan logam lebih dalam dan lebih cepat, sedangkan butiran halus menghilangkan logam lebih dekat ke permukaan, sehingga memolesnya. Selain itu, jarak antar butiran memengaruhi pengaturan pembuangan serpihan dan produksi panas selama penggerindaan.

Kriteria Pemilihan Utama untuk Ukuran Grit
Ada beberapa kriteria pemilihan utama yang terlibat saat memilih ukuran grit untuk operasi penggerindaan presisi. Tujuan utamanya adalah menciptakan keseimbangan antara laju penghilangan material dan hasil akhir permukaan.
Material yang sedang dikerjakan merupakan faktor penting. Material yang lebih keras biasanya memerlukan grit yang lebih halus agar mendapatkan potongan bersih tanpa pemanasan atau merusak material di bawah permukaan. Material yang lebih lunak mungkin memungkinkan penggunaan grit yang lebih kasar sebagai cara untuk menghilangkan material dengan cepat. Jumlah material yang harus dihilangkan juga sama pentingnya. Jika Anda menghilangkan material dalam jumlah besar, titik awal yang paling efisien adalah menggunakan grit kasar. Selanjutnya, grit dikurangi secara bertahap untuk mencapai hasil akhir permukaan dan toleransi yang diinginkan.
Persyaratan akhir permukaan mungkin merupakan penentu paling langsung dalam pemilihan grit. Permukaan kasar pada suatu bagian yang akan dicat mungkin hanya memerlukan alat grit 60 hingga 120. Bagian yang membutuhkan permukaan fungsional mungkin memerlukan proses finishing hingga grit 180 hingga 400. Untuk pekerjaan yang sangat presisi dan hasil akhir seperti cermin, diperlukan grit sangat halus mulai dari 800 ke atas.
Aplikasi praktik langsung dan pengembangan
Pendekatan umum dalam gerinda presisi adalah menggunakan serangkaian grit. Grit yang sangat halus biasanya tidak digunakan untuk menghilangkan jumlah material yang besar; karena cara ini tidak efisien dan dapat dengan cepat menyumbat alat abrasif. Sebagai gantinya, proses dimulai dengan grit kasar untuk memotong sebagian besar material secara cepat dan membentuk bentuk dasar.
Setelah sebagian besar stok dihilangkan, permukaan dipoles menggunakan butiran pasir sedang untuk menghaluskan permukaan dan menghilangkan bekas goresan dari butiran kasar, serta membawa bagian menuju dimensi akhirnya. Akhirnya, digunakan butiran halus atau sangat halus untuk mencapai toleransi yang tepat dan hasil akhir permukaan sesuai spesifikasi. Pendekatan berurutan ini menjamin efisiensi, memperpanjang umur abrasif halus, dan memberikan hasil akhir yang sangat baik.
Pencegahan Kesalahan Umum
Kesalahan umum adalah memulai dengan grit halus pada tahap awal pekerjaan, yang menyebabkan kurangnya kemajuan dan kerusakan termal akibat gesekan. Sebaliknya, menggunakan grit yang lebih halus dari yang dibutuhkan untuk hasil akhir akan meninggalkan goresan dalam di permukaan yang sulit dihilangkan setelahnya. Kesalahan kedua adalah tidak menggunakan grit secara berurutan. Melompat dari grit sangat kasar ke grit sangat halus biasanya akan lebih lambat, karena grit halus akan kesulitan menghilangkan goresan dalam, dan tidak pernah mencapai polesan yang diinginkan. Memahami fungsi masing-masing ukuran grit dan melaluinya secara berurutan merupakan kunci sukses dalam penggerindaan presisi.
Akhirnya, pemilihan ukuran grit yang tepat bukanlah masalah satu ukuran untuk semua. Pemilihan dilakukan secara sengaja dan didasarkan pada jenis material, jumlah material yang harus dihilangkan, serta hasil akhir permukaan yang ingin dicapai.