
Η ακριβής λείανση είναι μια βασική τεχνική κατασκευής και μεταλλοτεχνίας, όπου η επίτευξη του καθορισμένου τελικού ποιοτικού αποτελέσματος και διαστατικής ακρίβειας είναι σημαντική. Ένας από τους πιο σημαντικούς παράγοντες που επηρεάζουν το αποτέλεσμα είναι η επιλογή του κατάλληλου εξεδαφικό μεγέθους κόκκων. Το μέγεθος των κόκκων καθορίζει την ποσότητα του υλικού που αφαιρείται και την τελική υφή της επιφάνειας. Η σωστή επιλογή του μεγέθους κόκκων μπορεί να κάνει μεγάλη διαφορά στην απόδοση και την ποιότητα της εργασίας σας.
Προσδιορισμός Μεγέθους Λειαντικών Κόκκων
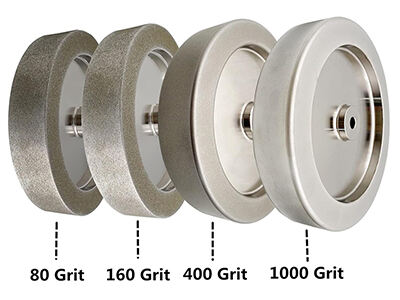
Το μέγεθος του κόκκου αναφέρεται στο μέγεθος των ξεχωριστών χονδροειδών αβρασίβων κόκκων σε έναν τροχό λείανσης ή άλλο αβρασίβ εργαλείο. Συνήθως αναπαρίσταται με έναν αριθμό. Ένας μικρότερος αριθμός αντιστοιχεί σε χονδρότερο κόκκο με μεγαλύτερους αβρασίβες κόκκους, οι οποίοι αφαιρούν το υλικό πιο επιθετικά. Αντίθετα, ένας μεγαλύτερος αριθμός αντιπροσωπεύει έναν λεπτότερο, μικρότερου κόκκου, ο οποίος είναι καταλληλότερος για τη λείανση και το γυάλισμα επιφανειών σε υψηλής ποιότητας τελική επεξεργασία. Το σύστημα αρίθμησης αυτό είναι τυποποιημένο για ευκολία επιλογής του κατάλληλου αβρασίβ για μια συγκεκριμένη εφαρμογή.
Το αβρασίβ εργαλείο αποτελείται από ένα πλέγμα αυτών των ξεχωριστών κόκκων που είναι ενωμένοι μεταξύ τους μέσω του δεσμού του πλέγματος. Κατά τη διάρκεια της λείανσης, οι κόκκοι λειτουργούν ως απειροελάχιστα εργαλεία κοπής. Οι χονδροί κόκκοι αφαιρούν μέταλλο βαθύτερα και γρηγορότερα, ενώ οι λεπτότεροι κόκκοι αφαιρούν μέταλλο πιο κοντά στην επιφάνεια, γυαλίζοντάς την. Επιπλέον, η απόσταση μεταξύ των κόκκων επηρεάζει τον έλεγχο της απομάκρυνσης των τυρφών και την παραγωγή θερμότητας κατά τη λείανση.

Κύρια κριτήρια επιλογής για το μέγεθος λείανσης
Υπάρχουν κάποια βασικά κριτήρια επιλογής που συμμετέχουν κατά την επιλογή μεγέθους κόκκων για μια λείανση ακριβείας. Ο κύριος στόχος είναι να δημιουργηθεί ισορροπία μεταξύ του ρυθμού αφαίρεσης υλικού και της ποιότητας τελικής επιφάνειας.
Το υλικό που επεξεργάζεται είναι ένας σημαντικός παράγοντας. Σκληρότερα υλικά συχνά απαιτούν πιο λεπτό κόκκο για καθαρή κοπή, χωρίς θέρμανση ή βλάβη του υποκείμενου υλικού. Πιο μαλακά υλικά μπορεί να επιτρέπουν χρήση πιο χοντρού κόκκου, ώστε να αφαιρείται το υλικό γρήγορα. Εξίσου σημαντικό είναι και το ποσό του υλικού που πρέπει να αφαιρεθεί. Αν αφαιρείτε μεγάλη ποσότητα υλικού, το πιο αποτελεσματικό σημείο εκκίνησης είναι ο χοντρός κόκκος. Ακολουθεί σταδιακή μείωση του μεγέθους των κόκκων για να επιτευχθεί η επιθυμητή τελική ποιότητα επιφάνειας και οι ανοχές.
Η τελική απαίτηση για την επιφανειακή κατεργασία είναι ίσως ο πιο άμεσος προσδιοριστικός παράγοντας στην επιλογή του βαθμού λειαντικού. Μια μακρύγρανη επίστρωση σε ένα εξάρτημα που θα βαφτεί μπορεί να απαιτεί μόνο εργαλείο 60 έως 120 βαθμού. Ένα εξάρτημα που χρειάζεται λειτουργική επιφάνεια μπορεί να απαιτεί κατεργασία μέχρι 180 έως 400 βαθμού. Για πολύ ακριβείς εργασίες και επιφάνειες σαν καθρέφτη, απαιτούνται πολύ λεπτοί βαθμοί λειαντικού 800 και άνω.
Πρακτική και αναπτυξιακή εφαρμογή
Μια συνηθισμένη προσέγγιση στην ακριβή λείανση είναι η χρήση μιας σειράς βαθμών λειαντικού. Ένας πολύ λεπτός βαθμός δεν χρησιμοποιείται συνήθως για την αφαίρεση μεγάλων ποσοτήτων υλικού· αυτό είναι αναποτελεσματικό και μπορεί γρήγορα να φράξει το λειαντικό εργαλείο. Αντίθετα, η διαδικασία ξεκινά με έναν μακρύγρανο βαθμό για να αφαιρεθεί γρήγορα η μεγαλύτερη ποσότητα υλικού και να δημιουργηθεί το βασικό σχήμα.
Αφού αφαιρεθεί το μεγαλύτερο μέρος του υλικού, η επιφάνεια ολοκληρώνεται χρησιμοποιώντας ενδιάμεσο κόκκο για εξομάλυνση της επιφάνειας και εξάλειψη των σημάδων γρατσουνιών από τον χοντρό κόκκο, ώστε να πλησιάσει το εξάρτημα την τελική του διάσταση. Τέλος, χρησιμοποιείται λεπτός ή πολύ λεπτός κόκκος για την επίτευξη της ακριβούς ανοχής και του καθορισμένου τελικού ποιοτικού φινιρίσματος επιφάνειας. Η διαδοχική αυτή προσέγγιση εξασφαλίζει αποτελεσματικότητα, διατηρεί τη διάρκεια ζωής των λεπτότερων λειαντικών και παρέχει εξαιρετικό φινίρισμα.
Πρόληψη Συνηθισμένων Σφαλμάτων
Ένα συνηθισμένο λάθος είναι η έναρξη με χαμηλή τραχύτητα (fine grit) στα αρχικά στάδια της εργασίας, γεγονός που προκαλεί έλλειψη προόδου και αργότερα θερμική βλάβη λόγω τριβής. Αντίθετα, η χρήση τραχύτητας ψηλότερης από ό,τι απαιτείται για το τελικό φινίρισμα θα αφήσει βαθιές γρατσουνιές στην επιφάνεια, οι οποίες αργότερα θα είναι δύσκολο να αφαιρεθούν. Ένα δεύτερο λάθος είναι η μη χρήση των τραχυτήτων με τη σωστή σειρά. Η μετάβαση από πολύ χοντρή σε πολύ ψηλή τραχύτητα συνήθως θα είναι πιο αργή, καθώς η ψηλή τραχύτητα θα δυσκολεύεται να αφαιρέσει τις βαθιές γρατσουνιές και δεν θα επιτύχει ποτέ το επιθυμητό γυάλισμα. Η κατανόηση του σκοπού κάθε μεγέθους τραχύτητας και η σταδιακή προώθηση μέσω αυτών με συνεπή σειρά είναι το μυστικό για επιτυχημένη ακριβή λείανση.
Τέλος, η επιλογή του κατάλληλου μεγέθους τραχύτητας δεν είναι θέμα «μια τιμή για όλους». Η επιλογή γίνεται σκόπιμα και βασίζεται στο υλικό, την αφαίρεση υλικού και το τελικό φινίρισμα που πρέπει να επιτευχθεί.